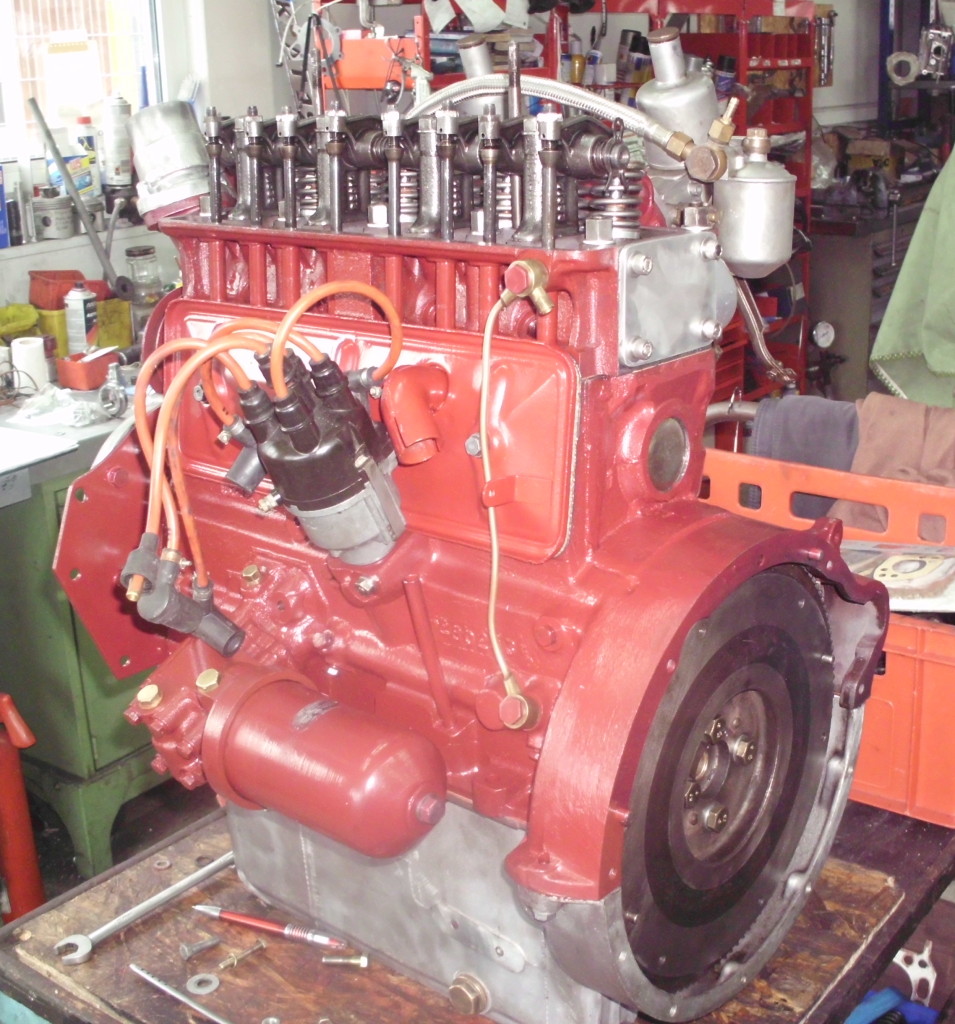
Bei der Demontage des Zylinderkopfes kamen leider viel mehr Schäden ans Tageslicht, als eigentlich erwartet, oder erhofft wurden.
der hintere Verschlußdeckel am Zylinderkopf war undicht und die Zylinderkopfdichtung „schwitzte“ an allen Ecken
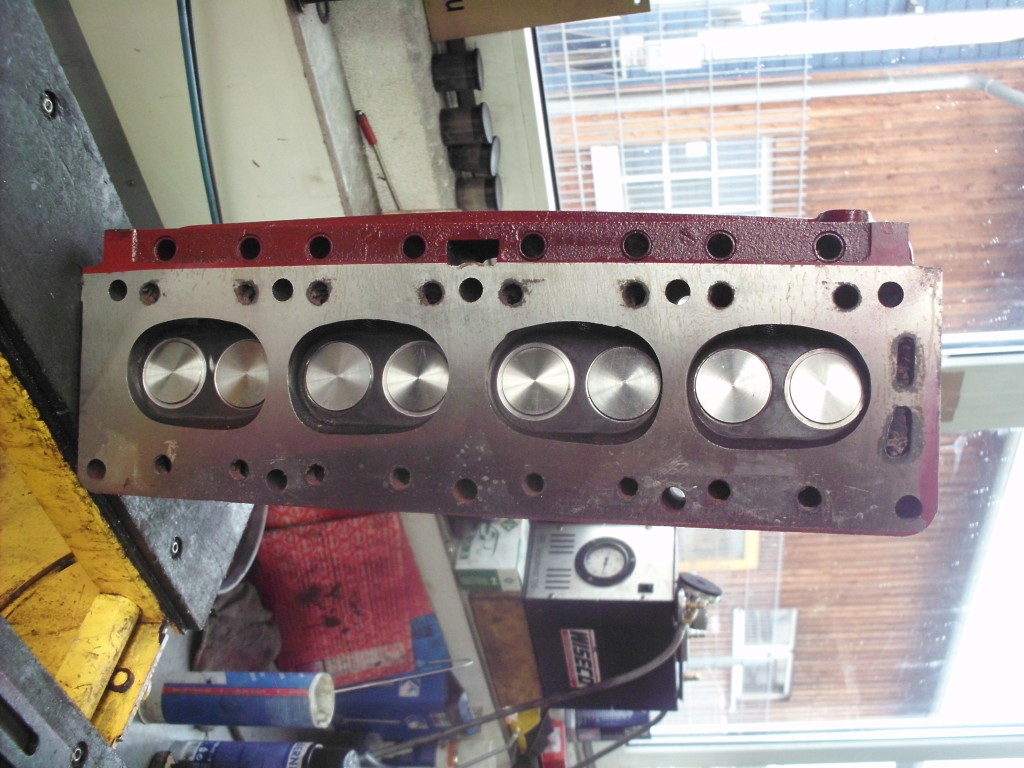
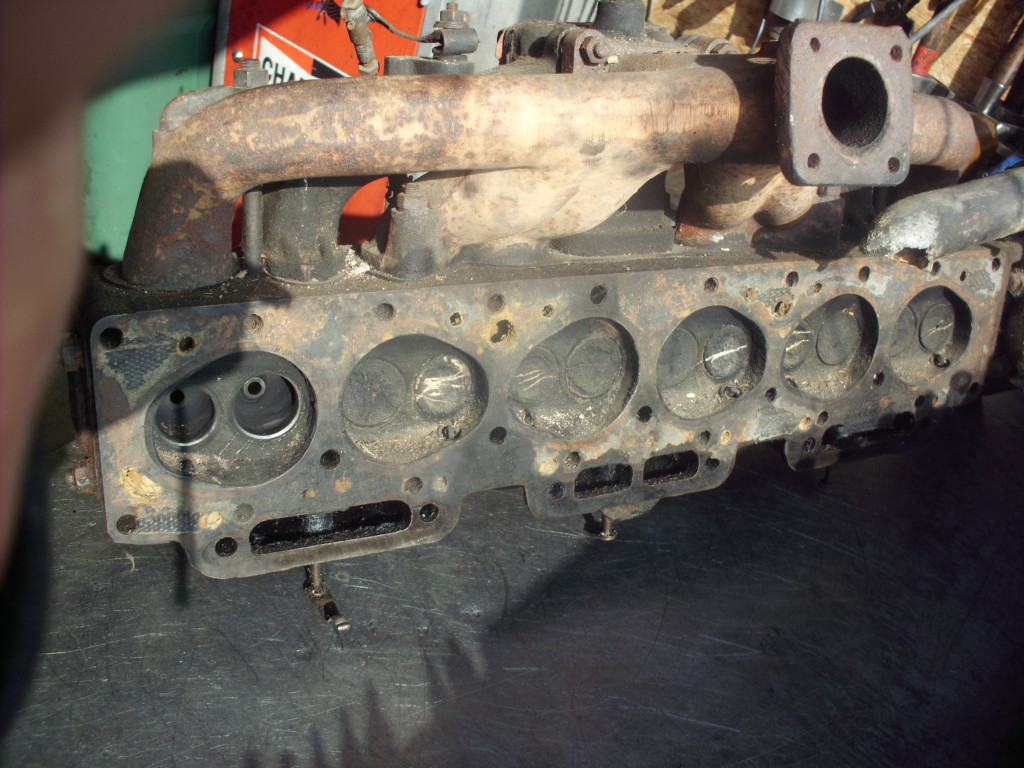
die Brennräume zeigten deutliche Spuren von unterschiedlich starker „öliger Verbrennung“
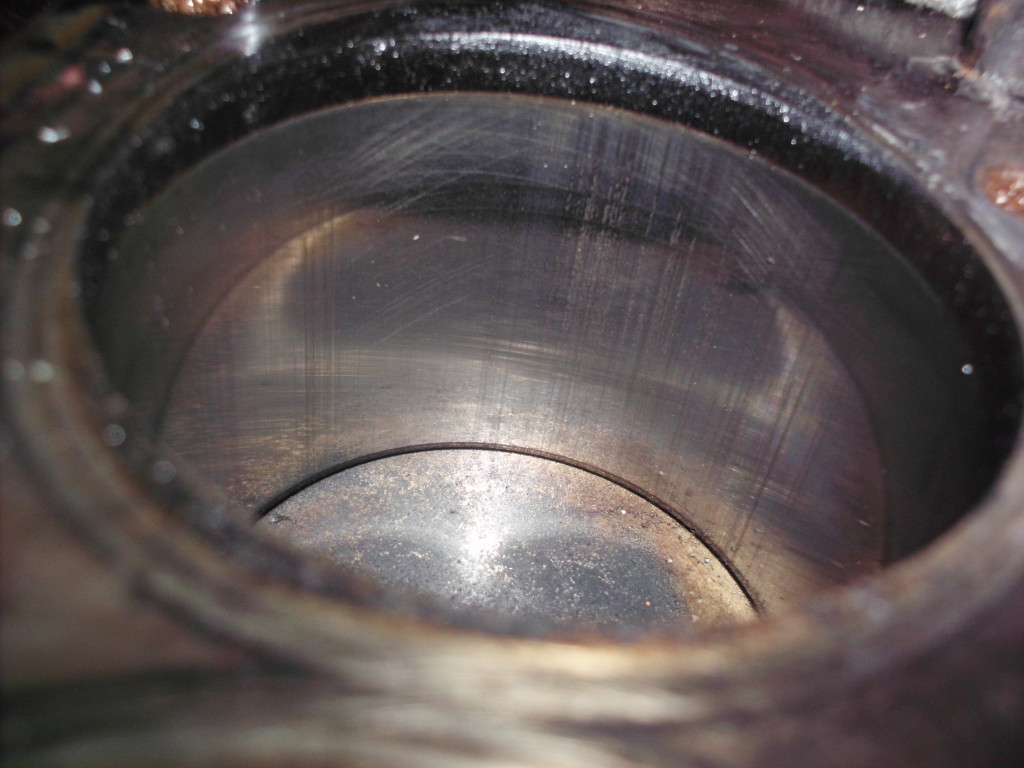
in den Zylinderlaufbahnen waren starke Riefen zu sehen
An dieser Stelle wurde der Entschluß zur kompletten Demontage und Zerlegung des ganzen Triebwerks gefaßt.
Der Motor soll wieder 100{20de0094b84ab31f15d8e893bd427a4a876ff73c91e9d8d921ea99031f098016}ig werden…. Besser 110{20de0094b84ab31f15d8e893bd427a4a876ff73c91e9d8d921ea99031f098016}. An einem alten Engländer finden sich immer Stellen für altersangemessene Optimierung.
undichter Verschlußdeckel
und Zylinderkopfdichtung
deutliche Anzeichen von „öliger Verbrennung“
starke Riefen in der Zylinderlaufbahn
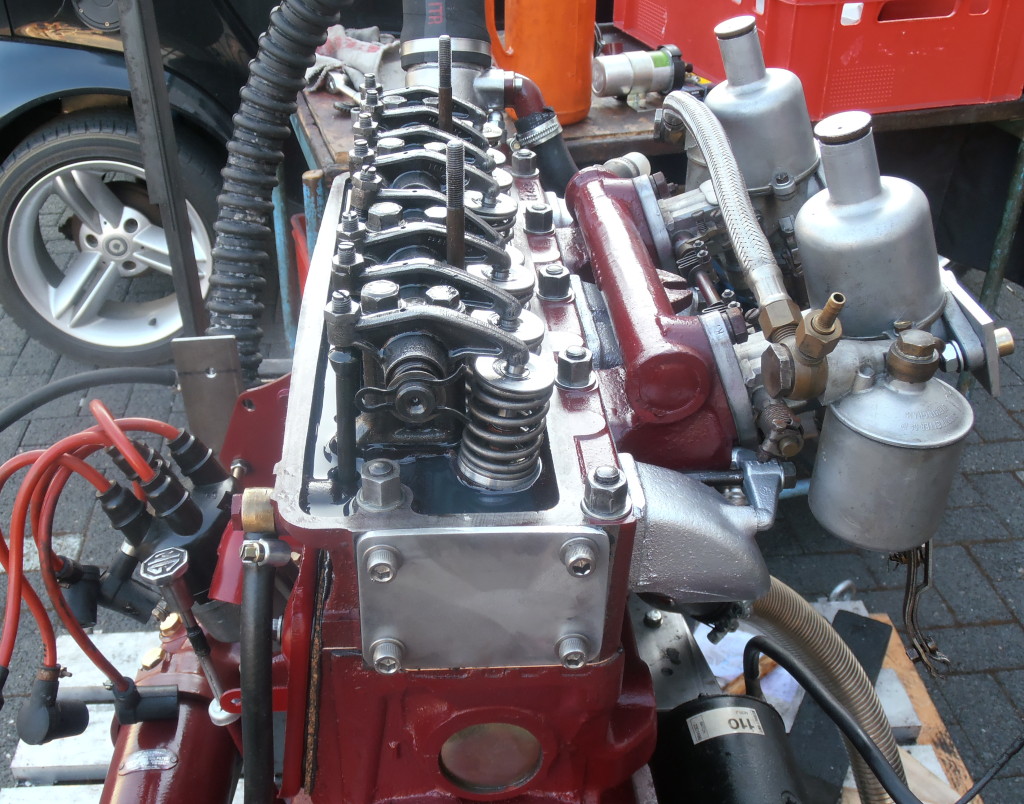
der Entschluß zur kompletten Demontage bestätigte sich im weiteren Verlauf immer weiter.
die Kipphebelwelle war stark eingelaufen
die Ventilschaftenden mit den zugehörigen Kipphebelflächen waren erheblich deformiert
die Ventilführungen hatten zu großes Spiel
die Pleuelllager zeigten Spuren von Fremdkörperberührung
es waren Pleuel unterschiedlicher Ausführung verbaut
und Vieles mehr
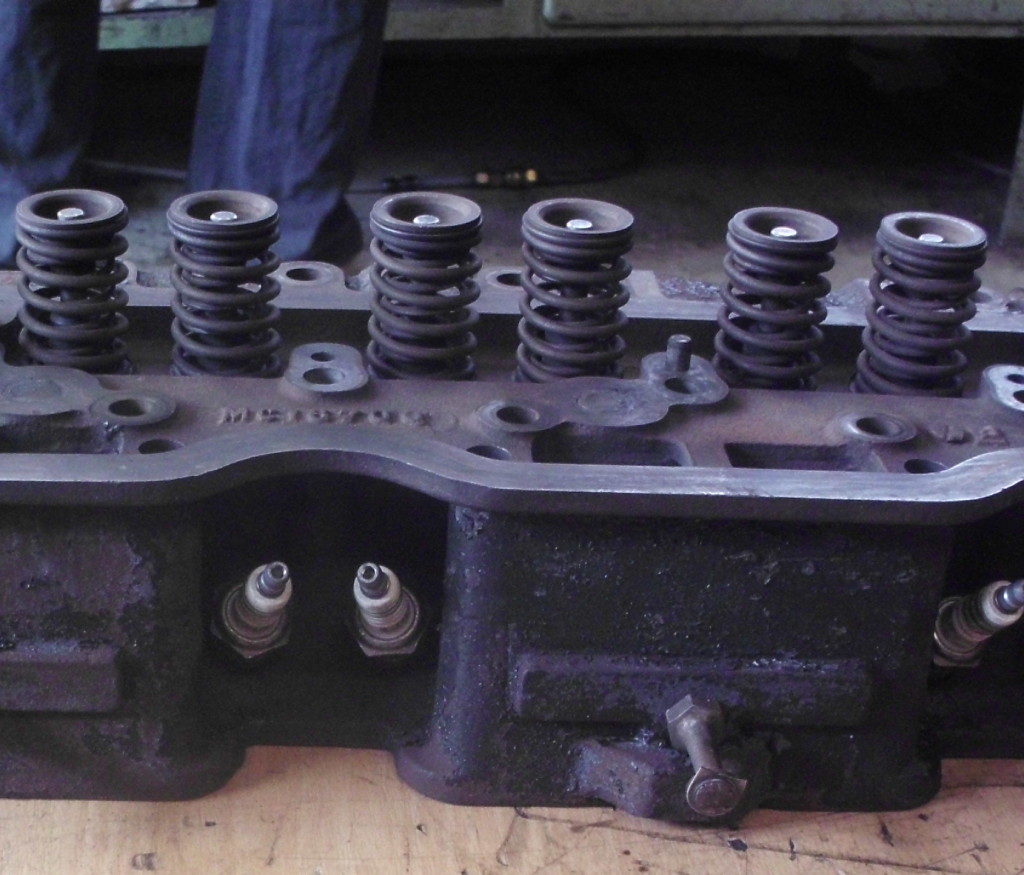
Zylinderkopf
Ventilfedern und Ventilführungen:
beim Zerlegen des Zylinderkopfes stellt sich die Frage der Ursache für die Schäden am Ventiltrieb. Eine zu starke Ausführung der doppelten Ventilfedern könnte Ursache, oder zumindest Mitverursacher des starken Verschleißes an Kipphebelwelle, Kipphebeln und Ventilenden sein.
Zur Ursachenforschung wurde eine Ventilfederanordnung vermessen. Die Federkräfte bei geschlossenem und maximalem Ventilhub wie auch bei Zwischenwerten wurden erfaßt. Die ermittelte Federkennlinie und die Federrate zeigten Werte einer harten Federanordnung für Sportmotoren. Im Anbetracht des langhubig ausgelegten Triebwerks, mit gemäßigten Steuerzeiten der Nockenwelle und dem geringen Drehzahlniveaus können die Federn in jedem Fall weicher ausgelegt werden. Damit wird die Belasung auf alle Teilen des Ventiltriebes reduziert.
Die ursprüngliche Ventilführung waren nicht für die Verwendung von Schaftabdichtungen vorgesehen. Da die Ventilführungen auf Grund von starkem Verschleiß ausgetauscht werden mußten, konnten wir im gleichen Zuge auch die Verwendung von modernen Schaftabdichtungen einplanen. Ein Schaftabdichtung hätte aber keinen Platz in der kleinen Innenfeder gefunden. Um allen Ansprüchen gerecht zu werden, wurden statt Doppelfedern auf eine kräftige Feder ausgelegt. Entsprechend der neuen Feder mußten noch Federteller und Federunterlagen angefertigt werden, damit die Feder auch in der richtigen Vorspannung eingbaut ist.
Natürlich wurde der Kopf auch mit neuen Ventilen ausgerüstet und die Sitze entsprechend gefräst
alte Ventilführung, Ventil und Ölabstreifring
alte u. neue Federanordnung
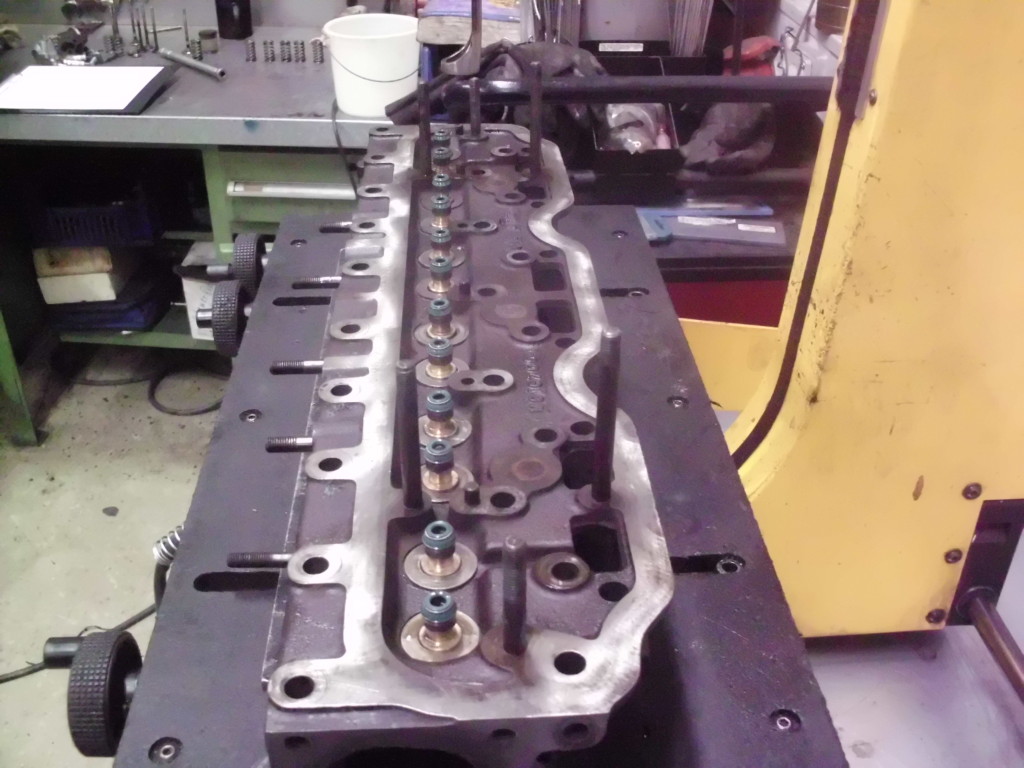
Zylinderkopf mit neuen Bronzeführungen
Zylinderkopf mit unteren Federtellern, Schaftabdichtungen u. neuen Ventilen
Zylinderkopf mit montierten Federn und Obertellern
Ansicht brennraumseitig
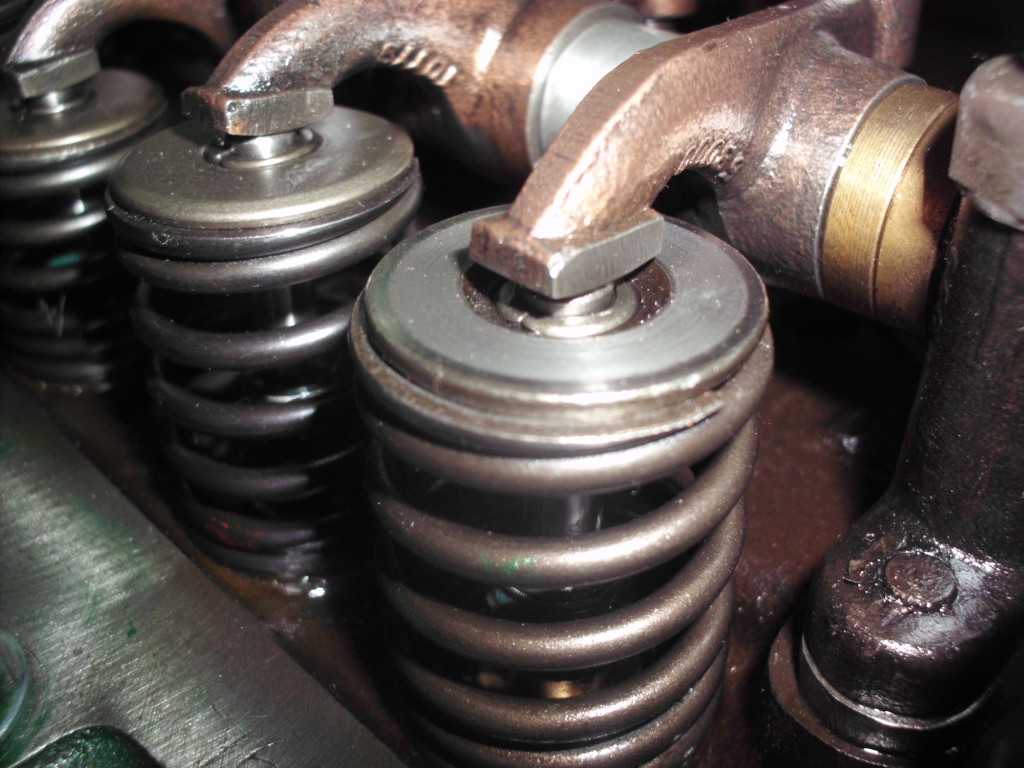
Ventilbetätigung:
Kippehebel und Kipphebelwelle waren stark verschlissen. Auf Grund der guten Ersatzteilversorgung für diesen Motor konnten wir eine neue Kipphebelwelle und neue Lagerbüchsen für die Hebel beschaffen. Die ausgeschlagenen Lagerbüchsen wurden ausgepreßt und gegen Neue ausgetauscht. Die Lagerbüchsen wurden anschließend auf einer Honmaschine innen auf passendes Maß für die neue Welle bearbeitet. Eine exakte Führung der Hebel wieder gewährleistet. Um auch noch eine harmonische Abrollbewegung der Kipphebel auf den Ventilenden zu erzielen wurden die Radien neu geschliffen.
Kipphebel mit ausgepreßter und neuer Lagerbüchse
eingeschlagene Kipphebel
geschliffener Radius am Kipphebel
bearbeiteter Kipphebel auf dem Ventilende
bearbeitete Kipphebel
Motorblock und Kurbeltrieb
Motorblock
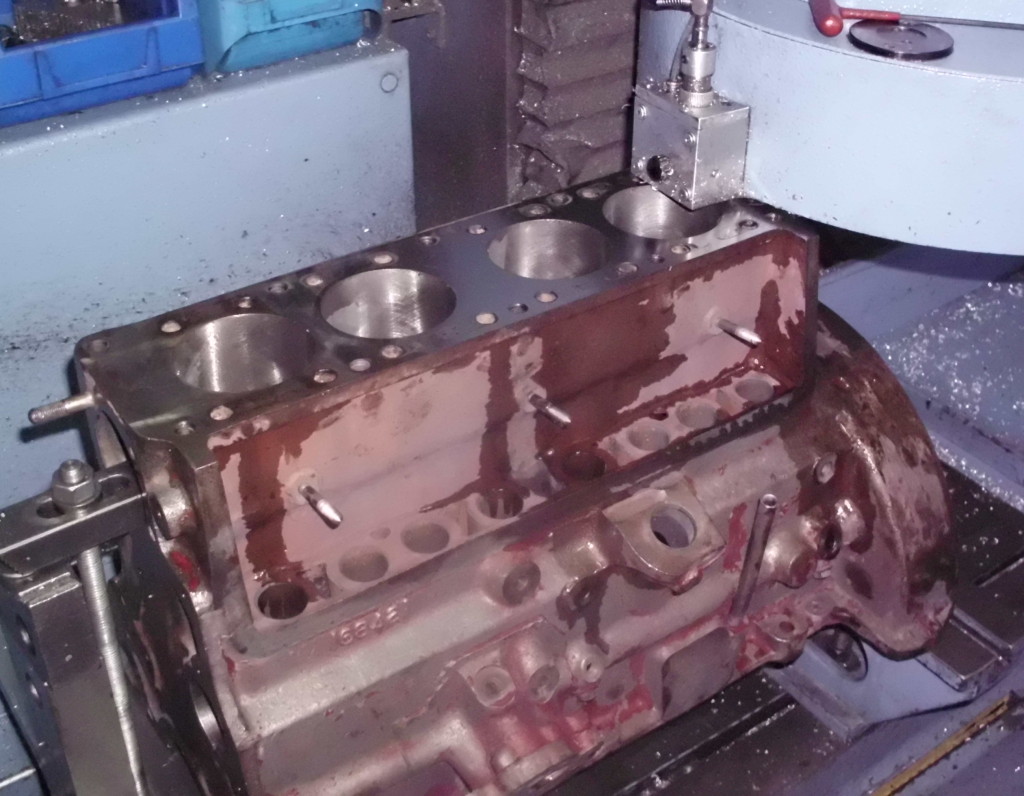
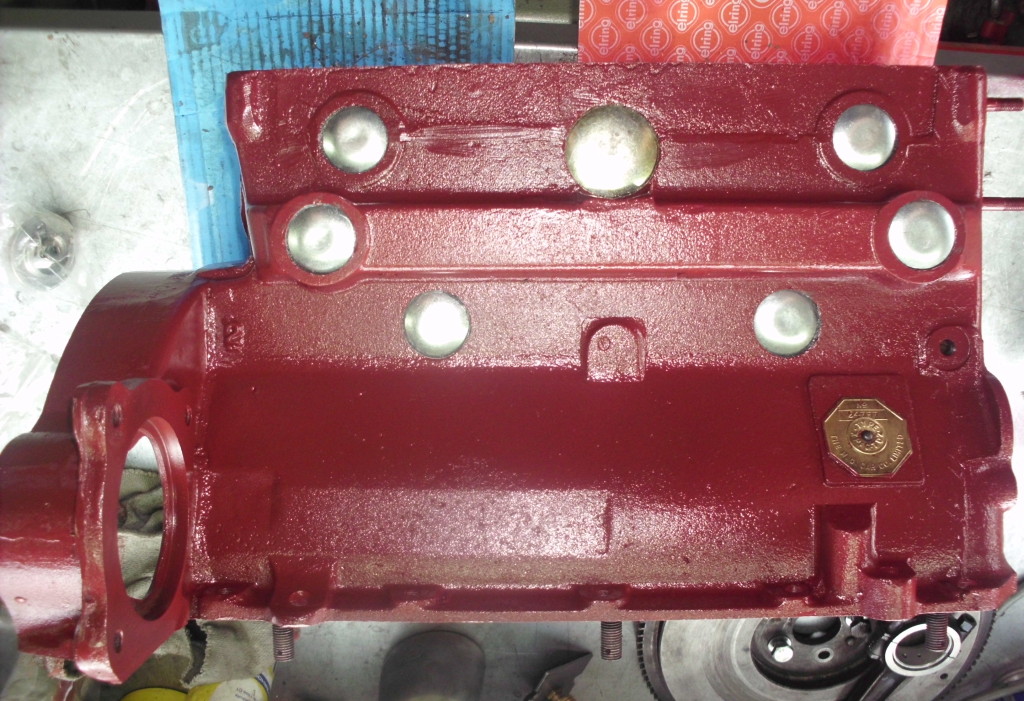
nach dem entfernen der alten Farbe, entfernen aller Froststopfen und gründlicher Reinigung von innen und aussen, wurden die Zylinderbohrungen auf das nächste Übermaß aufgebohrt und gehont. Die Dichtfläche zum Zylinderkopf wurde plangefräst. Mit neuem Lack und neuen Froststopfen erstrahlt der Motor in neuem Glanz.
gereinigter Motorblock
planfräsen der Kopfdichtfläche
lackierter Motorblock mit neuen Froststopfen
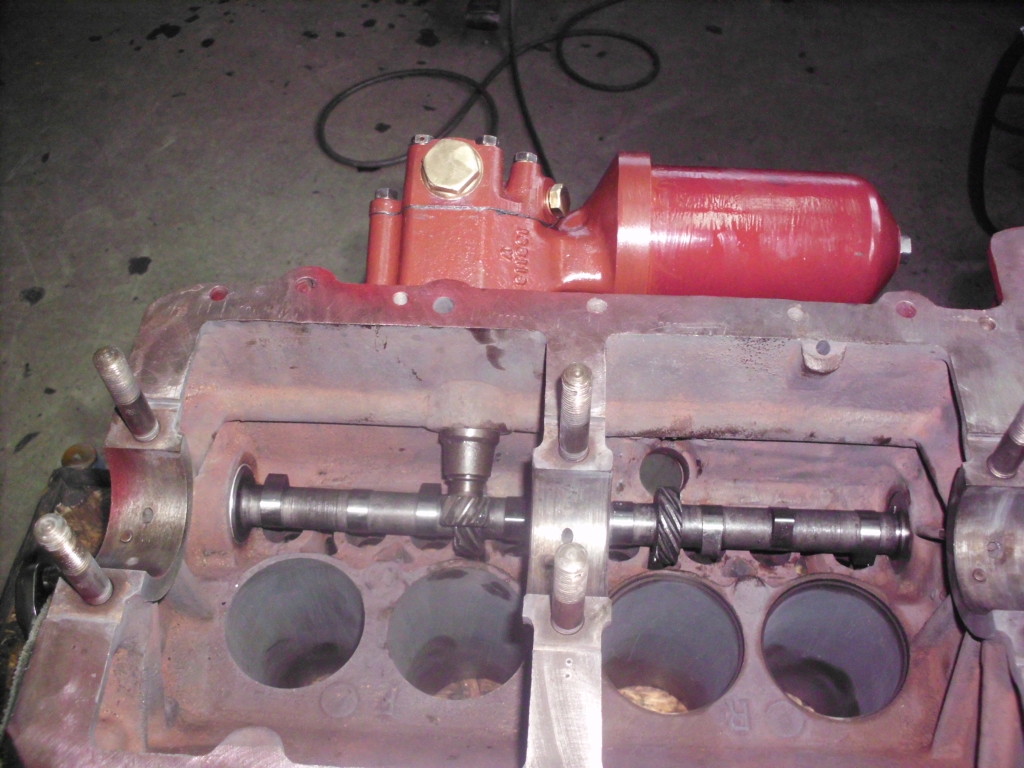
Nockenwelle
die Nockenwelle zeigte leicht Verscheißspuren an den Nockenspitzen und die Stößel wiesen ähnliche Verschleißspuren auf. Für unseren Motor kam daher nur eine 100{20de0094b84ab31f15d8e893bd427a4a876ff73c91e9d8d921ea99031f098016} Instandsetzung in Frage. Die Nockenwelle wurde geschliffen und die Stößel wurden geplant. Alles zusammen wurde dann noch zum Verschleißschutz nitriert. Bevor die Nockenwelle wieder in das Gehäuse eingebaut wurde, ist der Block noch mit neuen Nockenwellenlager ausgerüstet wurden.
Nockenwelle mit leichten Verschleißspuren
geschliffene Nockenwelle mit geplanten Stößeln
neue Nockenwellenlagerbüchse
Nockenwelle im Motorblock eingebaut
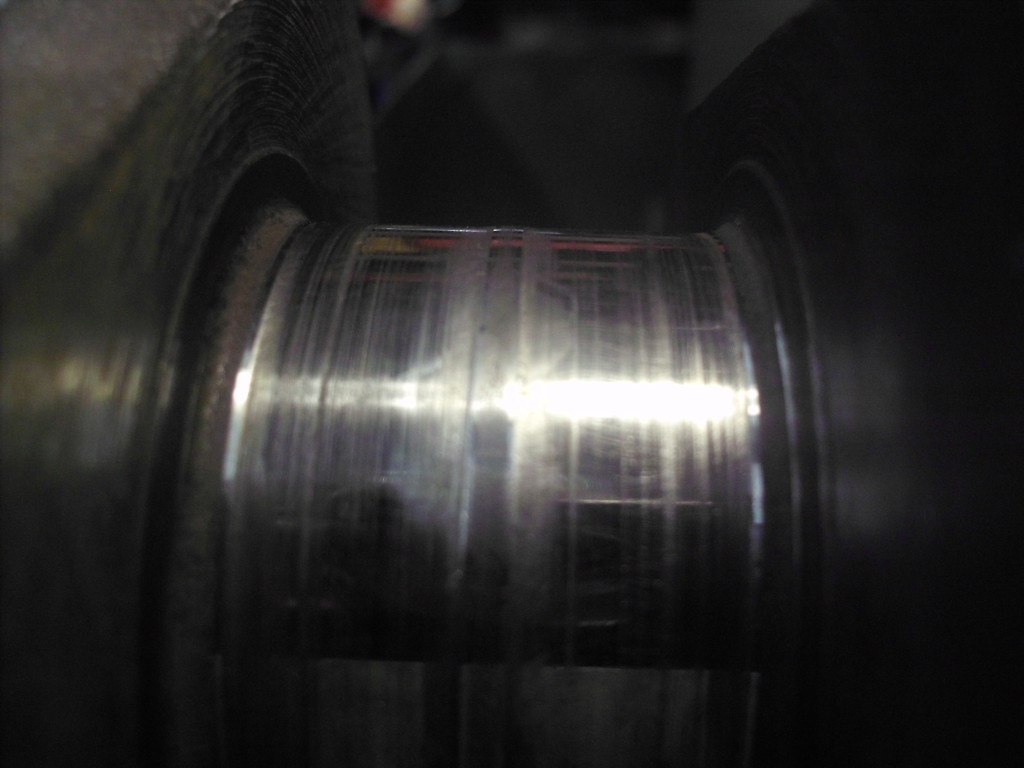
Kurbelwelle
mit dem Vorsatz der 100{20de0094b84ab31f15d8e893bd427a4a876ff73c91e9d8d921ea99031f098016}igen Instandsetzung ging es auch an die Kurbelwelle. Die Haupt und Pleuellagerzapfen hatten schon das zweite Untermaß. Lager waren noch für drittes u. viertes Untermaß verfügbar. „Einfach nur schleifen“ war nicht die Devise. Alle Hubzapfen wurden auf ihre korrekte Lage überprüft und Abweichungen notiert. Häufig wird auf Grund von einseitigen Pleuelzapfenschäden die Lage eines Zapfens verlagert um mit einer geringen Untermaßstufen arbeiten zu können. Manchmal mangelt es auch an der nötigen Meßtechnik der bearbeitenden Firma. In unserem Fall stellten sich Abweichungen heraus, die im Rahmen der nächsten Unterstufe ausgleichbar waren. Alle Pleuelzapfen lagen nach der Bearbeitung wieder auf dem gleichen Kurbelradius und standen wieder exakt 180Grad zueinander versetzt. Zu guter Letzt wurde die Welle noch mit dem Schwungrad dynamisch feingewuchtet. Damit ist die Basis für einen vibrationsfreien Motorlauf und eine lange Lebensdauer des Triebwerks gelegt.
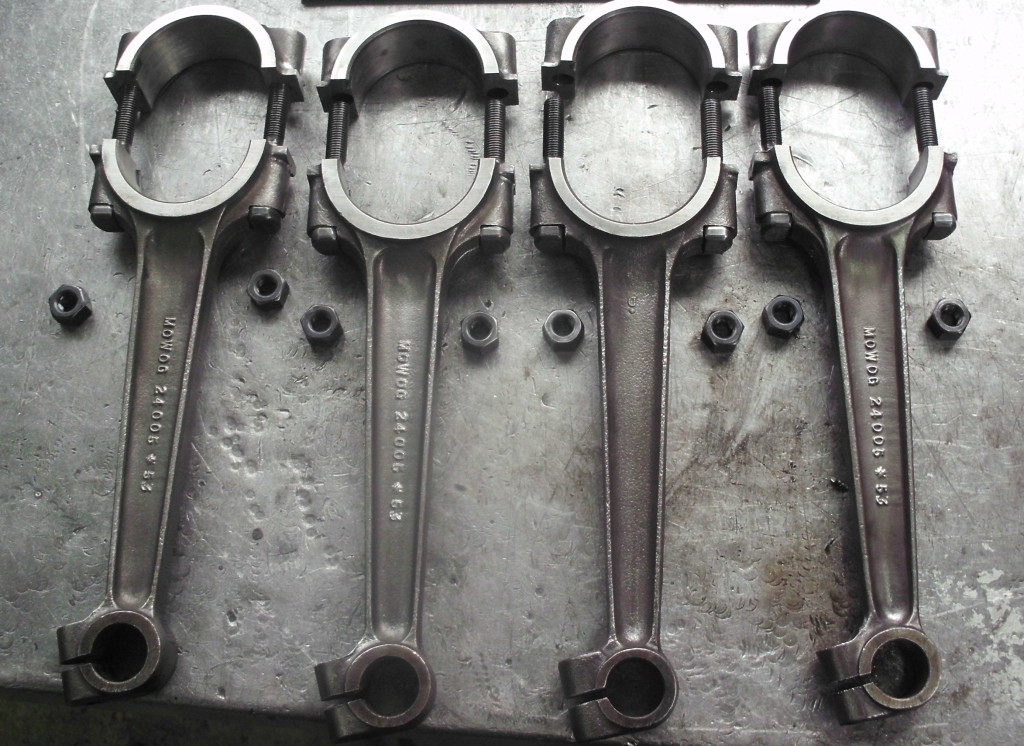
Pleuel
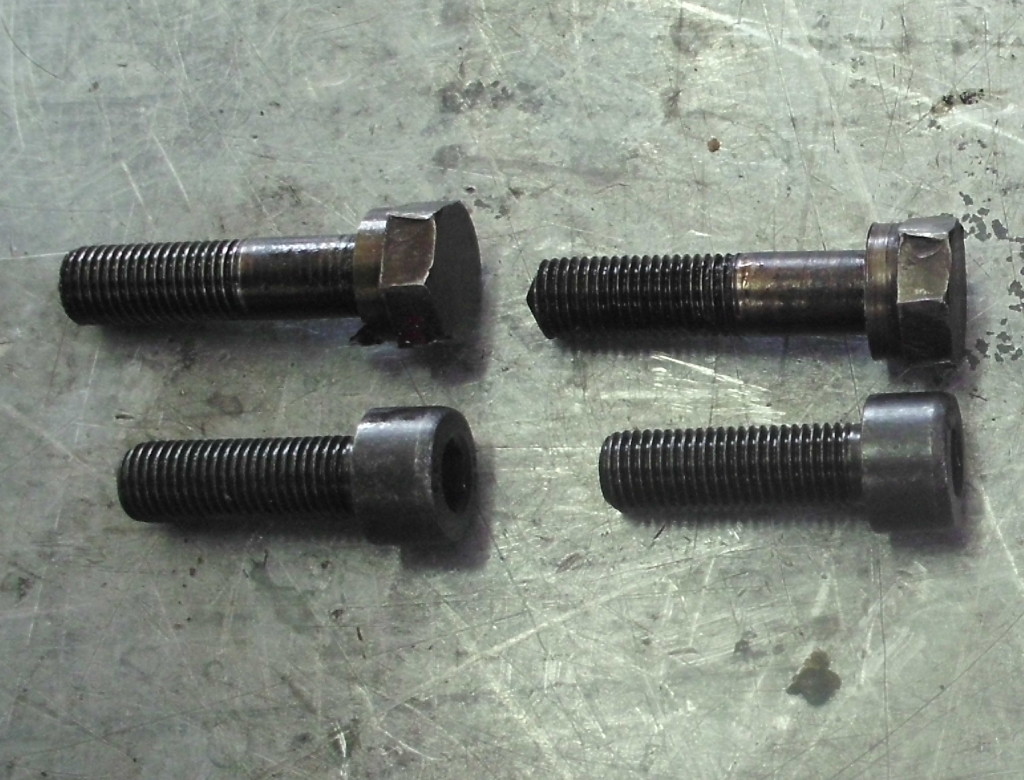
nach gründlicher Reinigung der Pleuel war ein Pleuel aus einer anderen Serie zu erkennen. In vergangener Zeit, muß bei einem Pleuellagerschaden, ein Pleuel ausgetauscht worden sein. Erhöhte Aufmerksamkeit bez. der Pleuel ist also geboten. Nachdem die Pleuelgrundbohrungen vermessen waren, die Pleuel auf Winkligkeit und die Stichmaße überprüft war, ging es an den nächsten Schritt. Die Pleuel wurden nach rottierenden und oszilierenden Massen getrennt ausgewogen. Und siehe da, das ausgetauschte Pleuel paßte nicht zu den Restlichen. Es war im Gesamtgewicht fast 40g leichter als die Anderen. 3 Pleuel mußten erleichtert werden. 11g an den oszilierenden Massen u. 29g an den rotierenden Massen. Weiterhin wurden die stark beschädigten und zu lang dimensionierten Klemmschrauben des kleinen Pleuelauges, gegen leichtere Inbusschrauben ersetzt. Die Reduzierung der oszilierenden Massen an einem Kurbeltrieb sind besonder interessant für das Schwingungsverhalten!
Pleuel nach der Reinigung
Pleuel vor und nach der Bearbeitung zur Gewichtsanpassung
alte und neue Klemmschrauben
Kolben
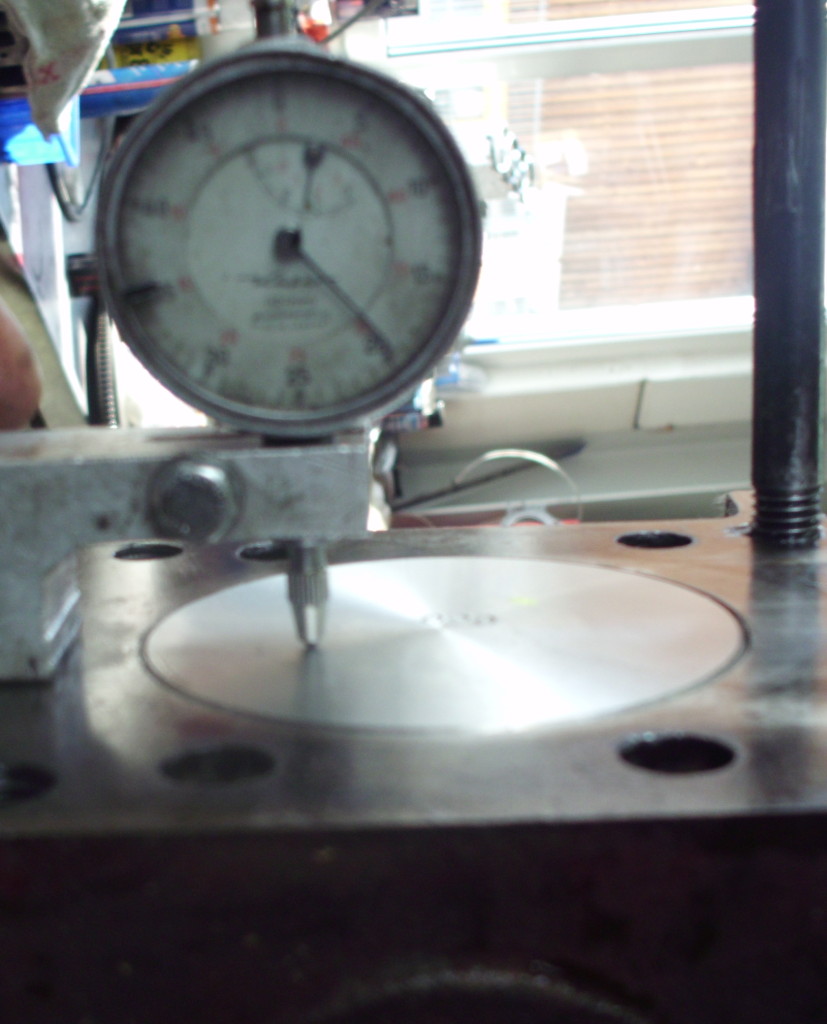
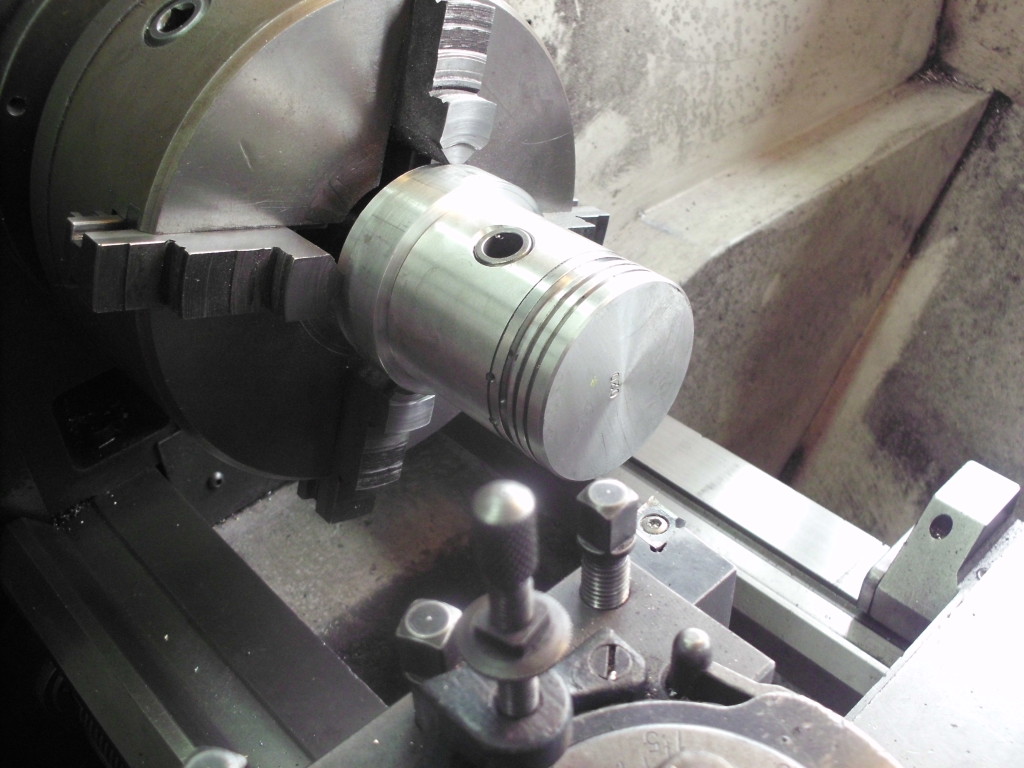
bevor alle Kolben auf die Pleuel montiert werden, müssen wir die Lage eines Kolbens in OT bestimmen. Der Motorblock muß noch plangefräst werden und wir wissen nicht was in vergangener Zeit schon an diesem Motor bearbeitet wurde. Aus diesem Grund wird die Kurbelwelle montiert und ein Kolben exakt in OT gedreht. Mit Hilfe einer Meßuhr wird der Überstand bezw. Unterstand des Kolbens ermittelt. Unter Berücksichtigung der Kopfdichtungsstärke, des noch anfallenden Abtrages beim Planfräsen und des gewünschten Verdichtungsverhälnisses wird die notwendige Kompressionshöhe des Kolbens berechnet. In unserem Fall mußten die Kolben geringfügig abgedreht werden. Mit Hilfe einer speziellen Vorrichtung können die Kolben auf der Drehbank entsprechend bearbeitet werden.
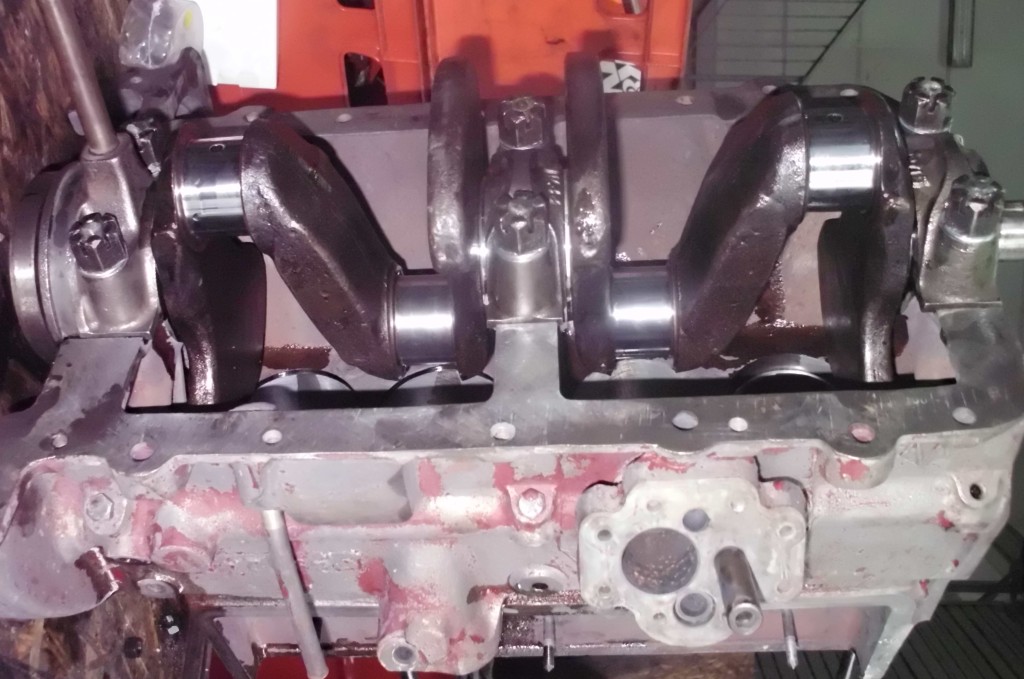
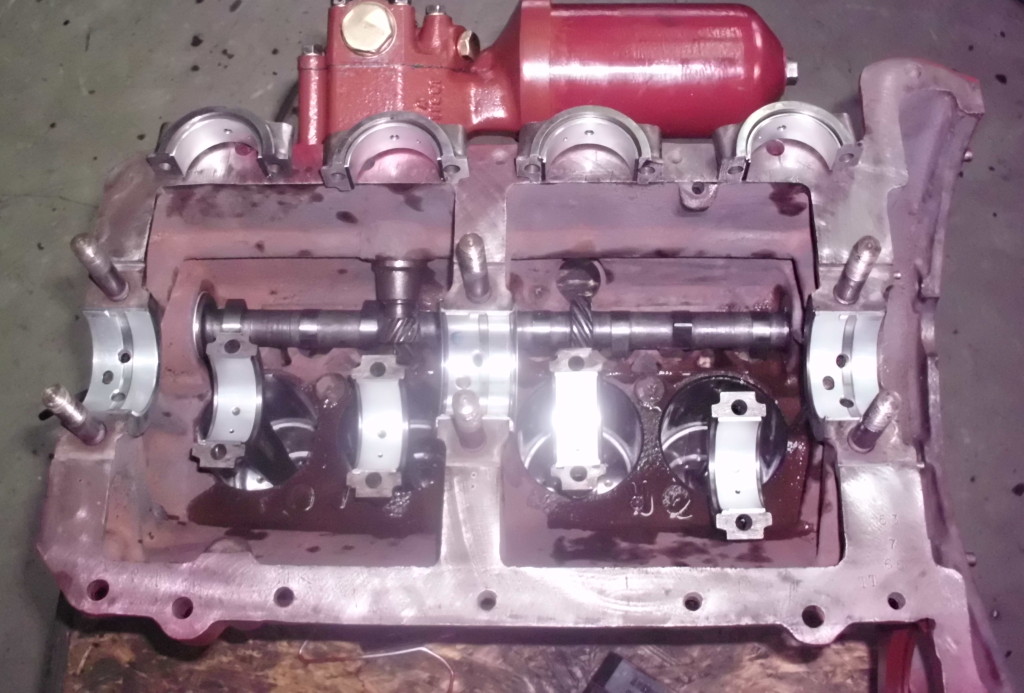
Motorblock mit eingelegter Kurbelwelle
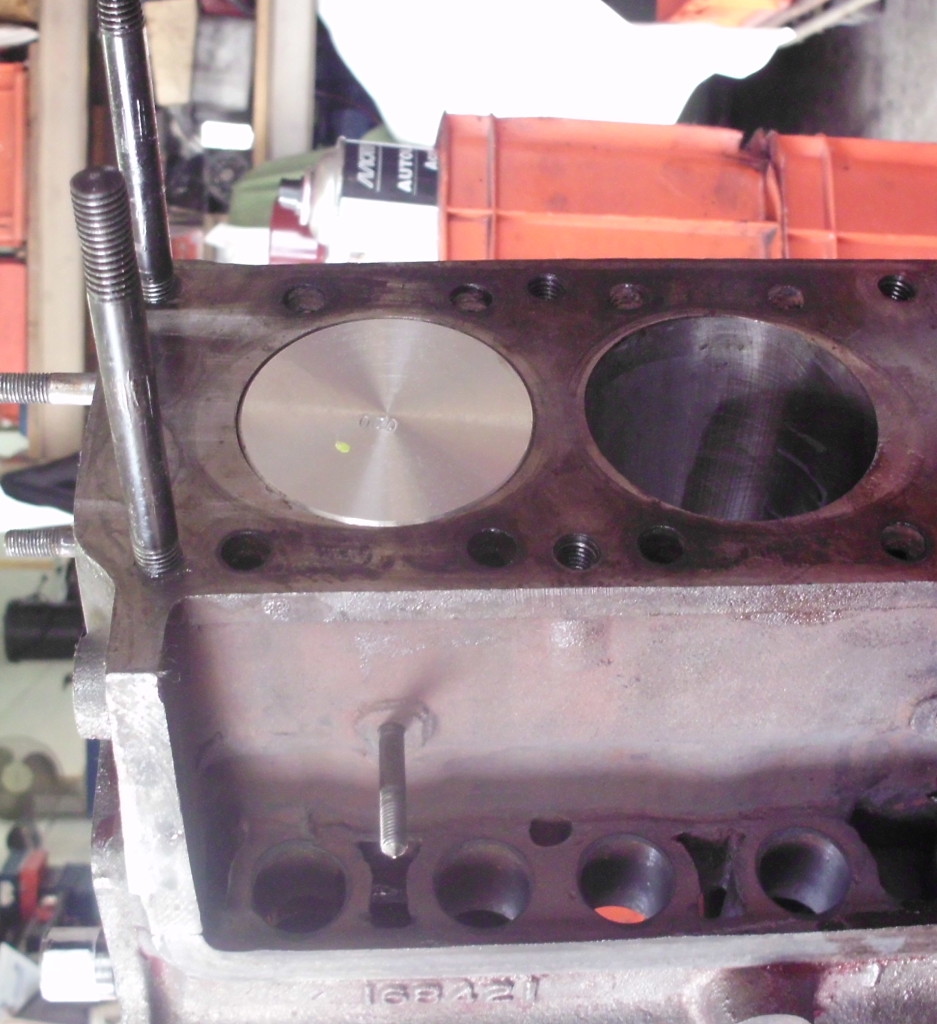
Testeinbau eines Kolbens
Bestimmung der Höhe des Kolbens in OT
abdrehen der Kolbenböden
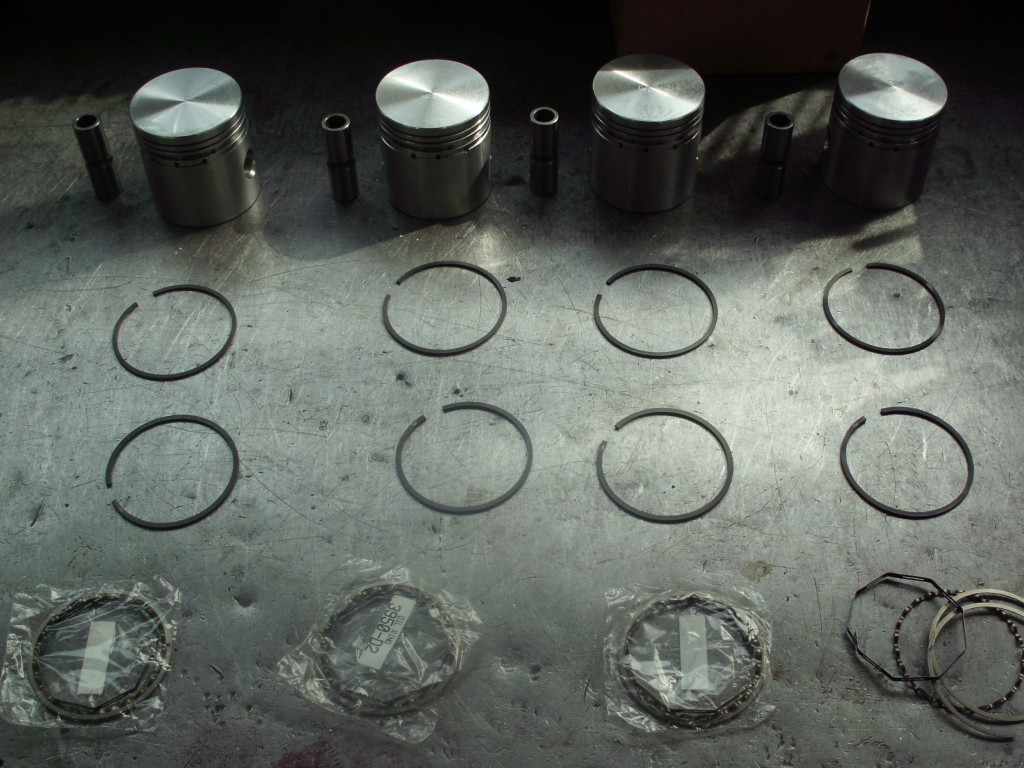
Montage der Kolbenringe
Montage
alle mech. Bearbeitungen sind abgeschlossen. Es geht an die Montage.
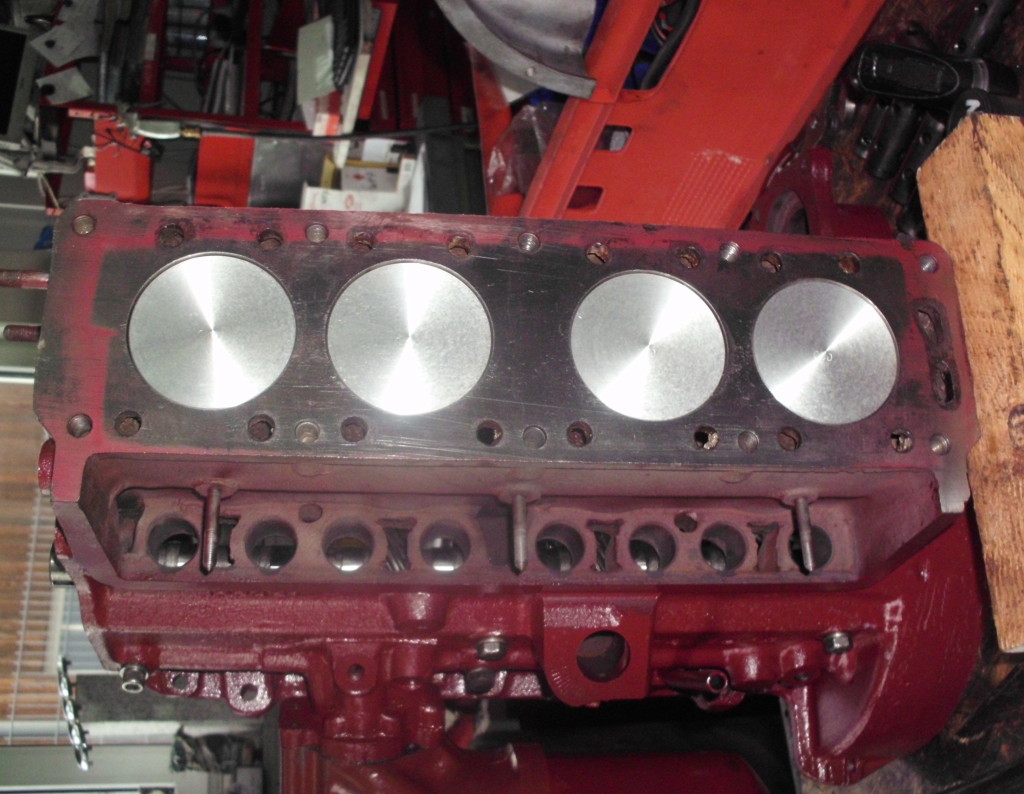
die abgedrehten Kolben werden an den Pleuel verschraubt und die Kolben in die Zylinder eingeführt.
die Pleuel und Hauptlager werden in die zugehörigen Gehäusehälten eingelegt und mit frischem Öl benetzt
die Kurbelwelle wird in die Hauptlagergasse eingelegt und die Pleuel daran verschraubt.
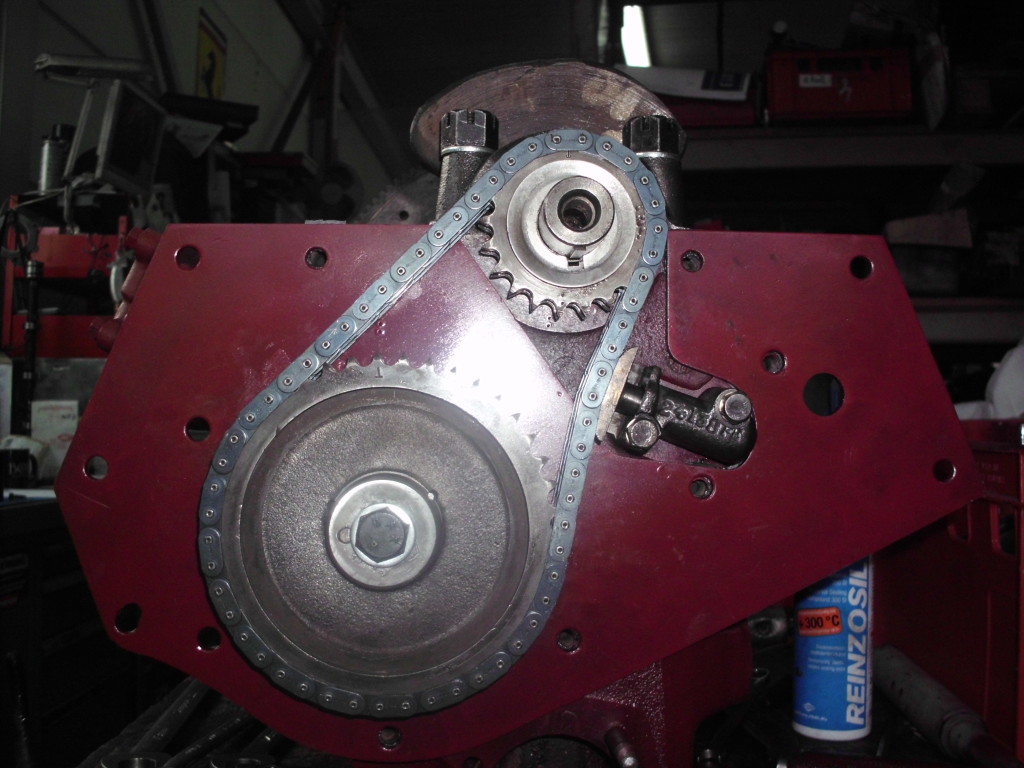
eine neue Steuerkette samt Spanner wird montiert
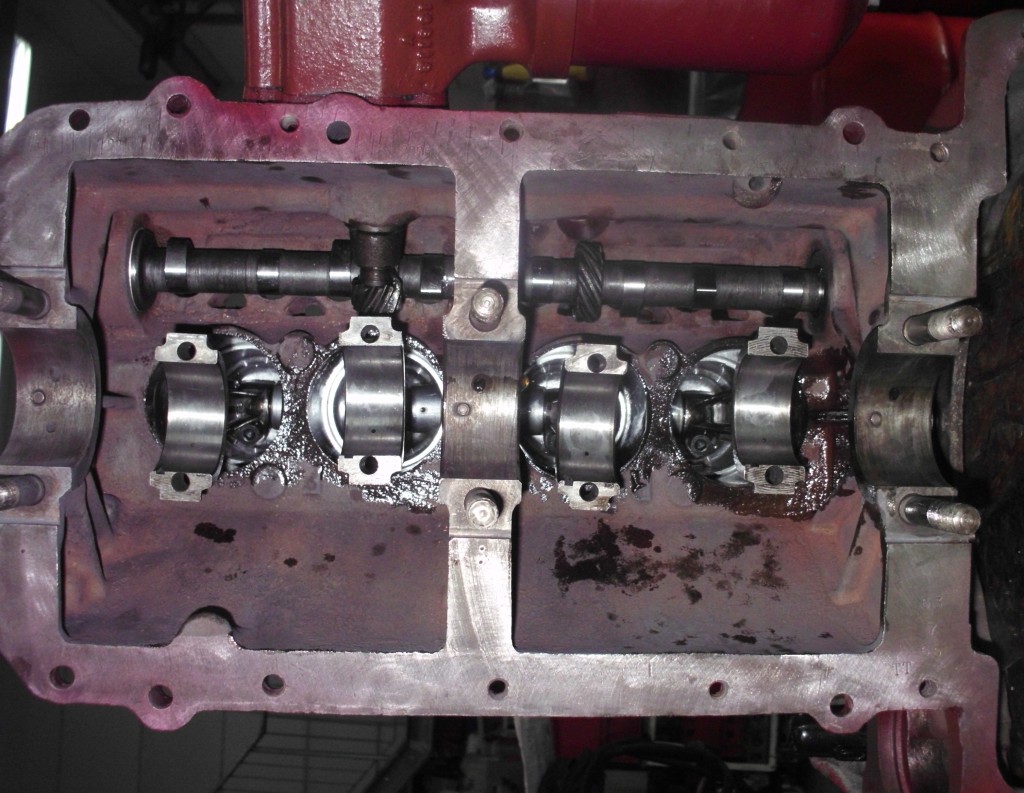
eingebaute Kolben
Haupt und Pleuellager sind eingelagt
Haupt und Pleuelllager sind eingelagt
die Kolben sind eingeführt
Haupt und Pleuellagerdeckel sind geschlossen
Nockenwellenantrieb
Anbauteile:
um das Projekt angemessen abzurunden, wird das Äussere noch behandelt. Anbauteile werden gestrahlt, gebürstet, lackiert, Schrauben werden erneuert, Deckel angefertigt …..
gestrahlt u. lackierte Anbauteile
gestrahlte Aluminiumteile
auch in der Ölwanne ist alles clean
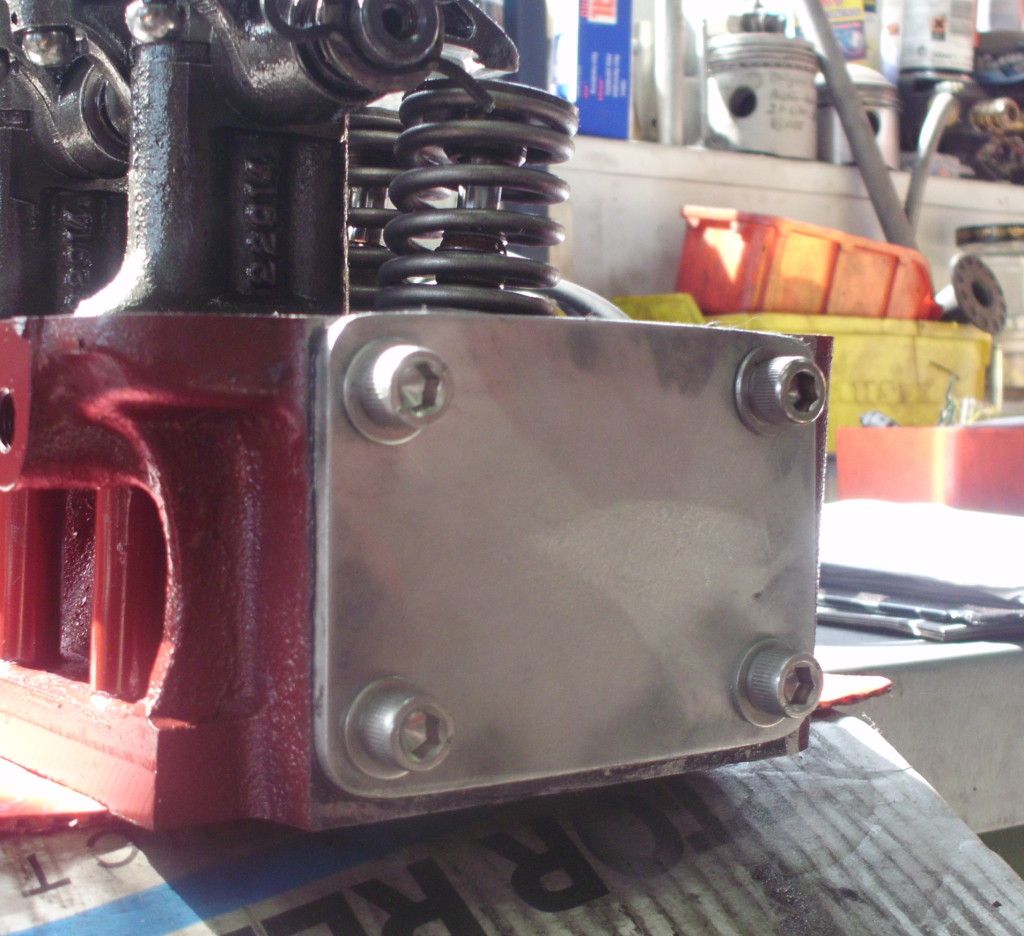
neuer Verschlußdeckel hinten am Zylinderkopf. Ausgeführt in Aluminium.
Zylinderkopfmontage
die Stehbolzen sind eingeschraubt u die Kopfdichtung ist aufgelegt
der Zylinderkopf ist aufgesetzt
Stößelstangen und die Kipphebelwelle sind montiert
Endmontage
das Ziel ist nah. Die vorbereiteten Anbauteile werden noch montiert.
Funktionstest
Komplett montierte Oldtimermotoren verlassen die Firma nicht, bevor sie einen Funktionstest erfolgreich bestanden haben. Der Motor wird mit Öl befüllt und auf einem Prüfständer montiert. Nur mit Anlasserdrehzahl bewegt, wird die Ölversorgung am Ventiltrieb überprüft und der nötige Druck im System kontrolliert.
Die Ölversorgung am Kopf funktioniert und bei Anlasserdrehzahl zeigen sich ca. 2 Bar Öldruck. Die Kraftstoffversorgung kann also angeschlossen werden und das Kühsystem befüllt werden. Bei moderater Drehzahl kann die erste Einlaufphase bewältigt werden und die Dichtigkeit aller Komponente überprüft werden.
Test bestanden!! Nachdem das erste Öl samt Filter entfernt ist, kann der Motor ausgeliefert werden.
Aufgabenstellung
Informationen zu diesem sehr anspruchsvollen Projekt folgen.
Aufgabenstellung
Der zerlegt angelieferte Motor des Rover P2 von 1946 zeigte extremen Verschleiß und Korrosion an allen Bauteilen.
Unser Kunde informierte uns über die sehr schwierige Ersatzteilversorgung für das Fahrzeug. Unsere eigene Recherche konnte die Informationen des Kunden nur bestätigen. Die Recherche brachte noch zutage, dass es von diesem Fahrzeug noch 25 auf der Welt geben soll und davon nur noch ca. 10 rollen. Alles deutet auf eine sehr schwierige Ersatzteilversorgung hin.
Bei der Ausrichtung der Instandsetzung soll der Wunsch nach mehr Drehmoment zur Bewegung des schweren Fahrzeuges verwirklicht werden.
ein kleiner Überblick über den Anlieferungszustand:
Zylinderkopf mit Saugrohr u. Krümmer
Einblicke in die Wasserkanäle des Motorblocks
die Ölwanne
Zylinderkopf
Nach der Demontage des Saugrohrs und des Abgaskrümmers konnten wir weiter ins Detail vordringen. Alle Bestandteile des Ventiltriebes zeigten die Spuren von über 60 Jahren Einsatz. Viele Ventilfedern waren gebrochen oder verbogen, Ventilschäfte waren verschlissen, Ventilführungen waren ausgeschlagen, die Kipphebelwelle war total eingelaufen, die Gleitflächen der Kipphebel tief eingeschlagen usw.
Da keinerlei Ersatzteile verfügbar sind, mussten Alternativen gefunden werden.
Ventile: Durch Umstellung auf metrische Schaftdurchmesser, können die Ventile in hochwertigen modernen Werkstoffen ausgeführt werden, die einen problemlosen Bleifreibetrieb sicherstellen. Ein- und Auslaßventil wurden 1 mm größer gewählt und der Schaftdurchmesser beträgt jetzt 7 mm. Selbstverständlich bedingt dieser Schritt auch die Verwendung neuer Ventilkegelstücke mit neuen Federtellern. Entsprechend der neuen Ventilschäfte wurden Bronzeventilführungen angefertigt, die zur Aufnahmen von Schaftabdichtungen vorgerichtet sind. Die Ventilführungen für die Einlaßkanäle wurden kanalseitig besonders schlank ausgeführt um einen möglichst großen freien Kanalquerschnitt zu erzielen. Die Ventilsitze wurden auf unserer modernen Sitzfräsmaschine dem größeren Ventildurchmesser entsprechend bearbeitet und mit Hilfe eines Innenkorrekturwinkels ströhmungsgünstig an den Kanalverlauf angepasst. Im weiteren Verlauf wurde der Kanal noch von groben Gußfehlern befreit.
Federn: nach Vermessung der wenigen noch funktionstüchtigen Federn konnte eine moderne Einfachfedern ausgewählt werden, um die alten Doppelfedern zu ersetzen. Entsprechend der Federdurchmesser und der zu verwendenenden Ventilkegelstücke wurden die Federteller angefertig.
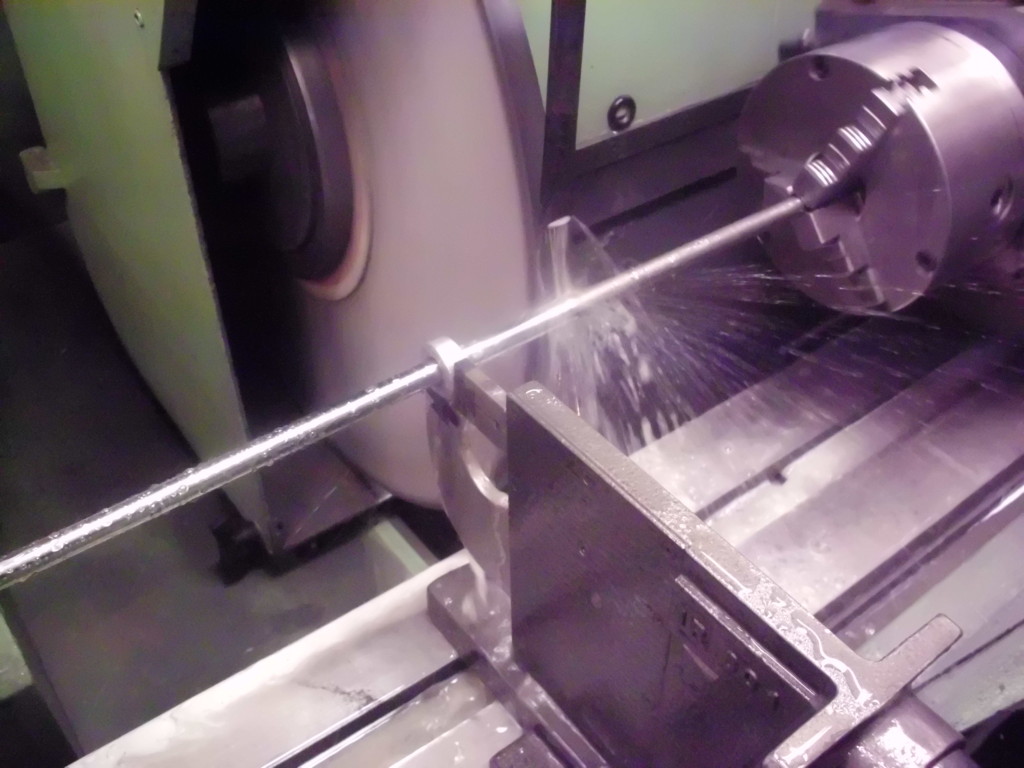
Kipphebelwelle: aus Rohmaterial wurde die Welle vorgedeht, die Querbohrungen zur Ölversorgung der Kipphebel gebohrt, die Welle auf Maß geschliffen, hohl gebohrt und anschließend gehärtet.
Kipphebel: die alten Lagerbüchsen wurden entfernt, die Radien der Gleitflächen wurden auf unsere speziell für diese Arbeiten entwickelten Maschine neu geschliffen, die Hebel gehärtet und anschließend mit neu angefertigten Lagerbüchsen versehen. Die original verwendeten Federn zur axialen Führung der Kipphebel, wurden durch Aluminiumbüchsen mit Stahlanlaufschieben ersetzt.
Ventile:
die alten Ventile
die neuen Ventile
links: kanalseitig stark verwüngte IN-Ventilführung. ganz rechts leicht gekürzte EX-Ventilführng.
ursprünglicher Einlaßkanal mit der alten Ventilführung
vorbearbeiteter Einlaßkanal mit schlanker Ventilführung
Ventilführungen mit Schaftabdichtungen
Ventilfederaufbau:
gebrochene und verbogene Ventilfedern
alter Federaufbau
neuer Aufbau mit einfachfedern u. neuen Federtellern
Kipphebelwelle:
extrem eingelaufene Kipphebelwelle
hohlbohren der neuen Kipphebelwelle
rundschleifen der neuen Kipphebelwelle
Kipphebel:
Lagerbüchse ausgepreßt
eingeschlagegen Gleitfläche am Kipphebel
neu geschliffene Gleitfläche
Ventiltrieb gesamt:
Kurbeltrieb
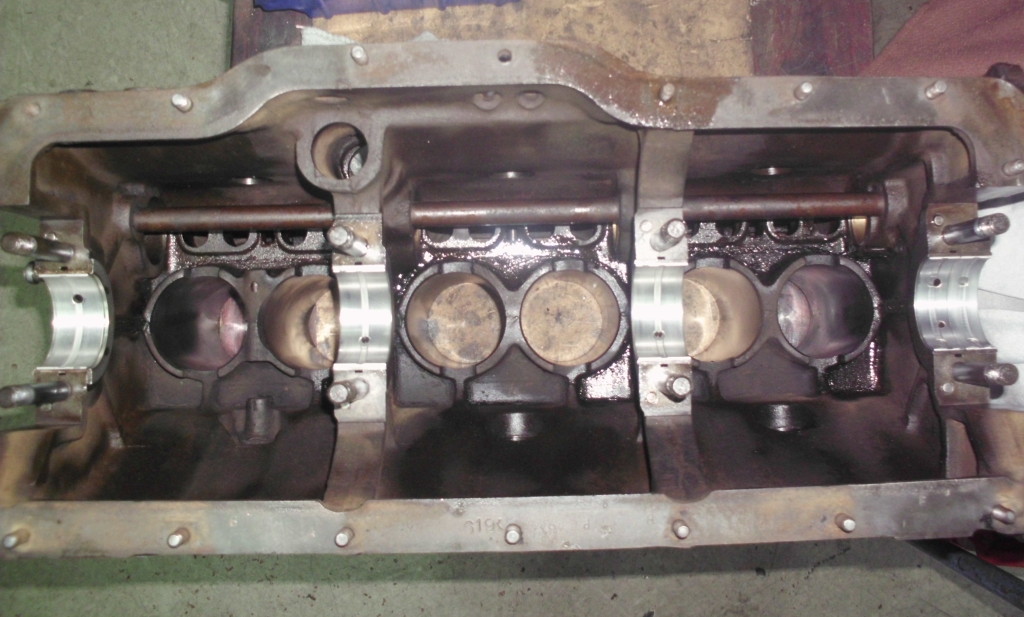
Der Motorblock mit allen Bestandteilen stellte eine besondere Herausforderung dar.
die Kurbelwelle war an allen Hauptlagern stark verschlissen und es sind keinerlei Lager für diesen Motor verfügbar.
alle Pleuellagerzapfen waren stark verschlissen. Hierfür sind ebenfalls keine Lager verfügbar.
für die vorhandenen Kolben sind keine Übergrößen verfügbar. Da die Abmessungen sehr ungewöhnlich sind, liess sich auch keine Umstellung auf ähnliche Kolben realisieren.
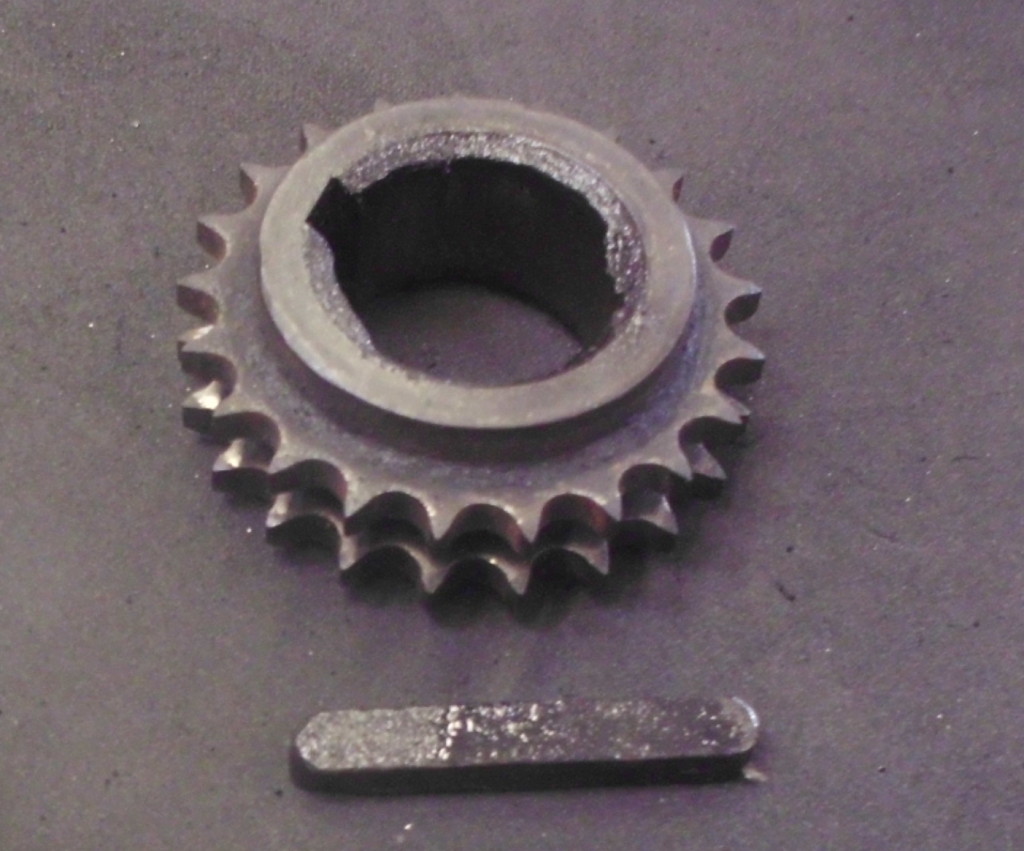
die Kettenräder des Stirnradtriebes waren bis zum Zahnausfall verschlissen
die vordere u. hintere Kurbelwellenabdichtung war nur noch in Fragmenten zu erkennen.
die Nockenwelle war an den Nocken und an den Lagerstellen stark beschädigt. Die Lagerstellen im Gehäuse sahen entsprechend aus.
Ein grundlegender Neuaufbau des Triebwerks stand an.
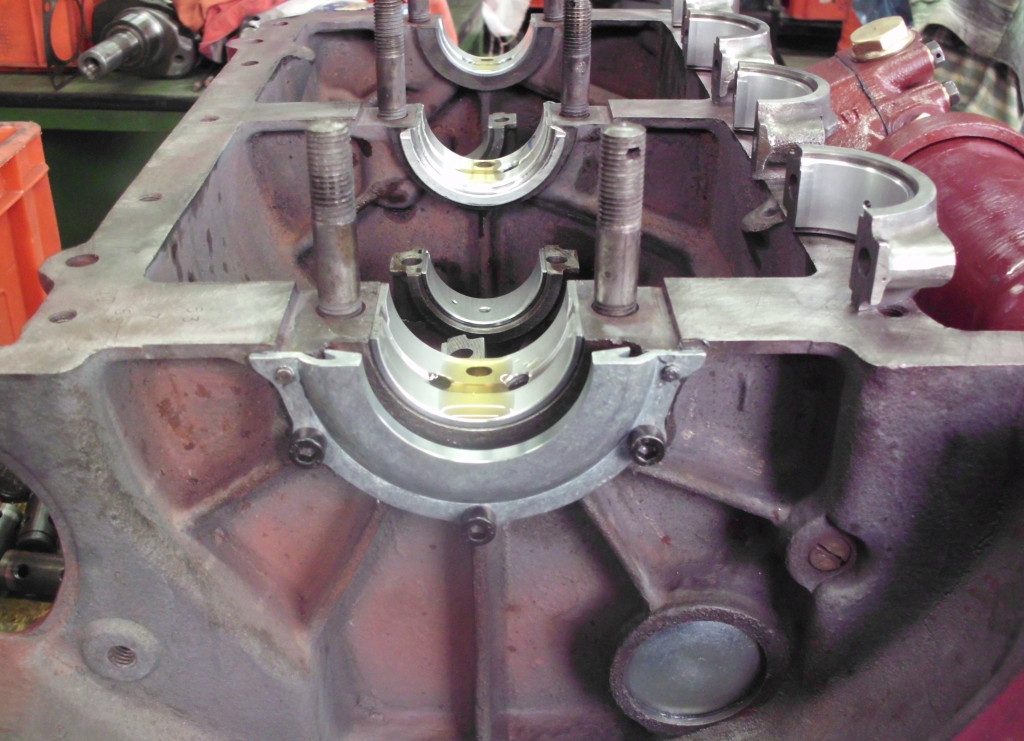
Nach Ermittlung der relevanter Abmessungen für die Hauptlager, wurden alle Lagerhersteller auf die Verfügbarkeit gebrauchbarer Lager überprüft. Es stellte sich ein Lagervariante heraus, die jedoch eine aufwenige Anpassung verlangte. Die Hauptlagergasse mußte gebohrt werden, Ölversorgungsbohrungen u. Schmiernuten mußten geändert werden. Selbstverständlich mußte die Kurbelwelle auf entsprechendes Maß geschliffen werden.
stark eingelaufener Hauptlagerzapfen
geschliffener Hauptlagerzapfen
die Hauptlagergasse ist gebohrt und die neuen Hauptlager sind eingelegt
Kolben und Pleuel:
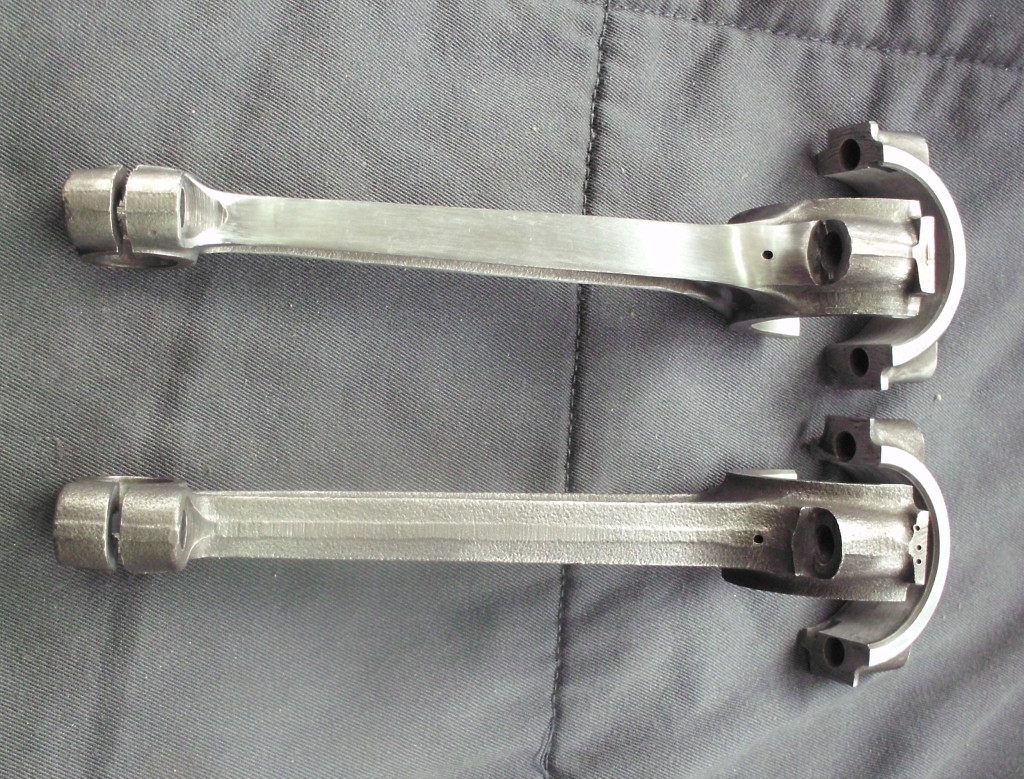
Um eine größere Gestaltungsfreiheit für die Kolbenauswahl zu haben und gleichzeitig auf aktuell lieferbare Pleuellager umsteigen zu können, entschieden wir uns neue Pleuel anfertigen zu lassen. Heutige Kolben werden mit erheblich geringeren Kompressionshöhe und stabileren Kolbenbolzen ausgeführt. Um auch in dieser Hinsicht moderne Wege einschlagen zu können, sollten die Pleuel länger ausgeführt werden. Bei der Auslegung der Pleuel mußte eine Simulationsrechnung erfolgen, um die Freigängigkeit der längeren Pleuel im Kurbelgehäuse zu überprüfen. Der Aufwand lohnt sich!
die Pleuel sind leichter, stabiler und mit ARP -Schrauben ausgerüstet
modernen Mahle Regelkolben können mit wesentlich geringerem Laufspiel betrieben werden als die alten ungeregelten Schlitzmantelkolben. Dies führt zu einem leiseren Motorlauf.
die neuen Kolben sind trotz 1,5mm größerem Durchmesser und über 2mm stärkerem Kolbenbolzen 35Gramm leichter als die Alten. Weiterhin verringert die moderne Ringbestückung die Reibleistung und hält den Ölverbrauch für lange Zeit auf geringem Niveau.
altes Pleuel im Vergleich zum angefertigten Neuteil
der alte Kolben mit 4 Ringen
alter u. neuer Kolben im Vergleich
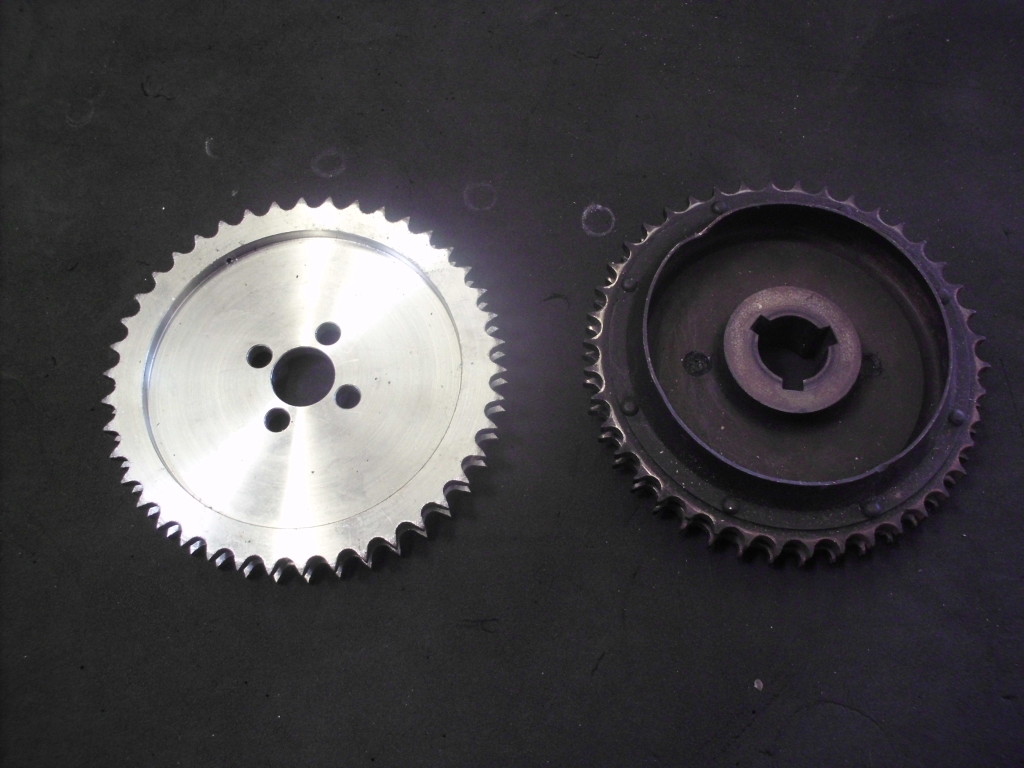
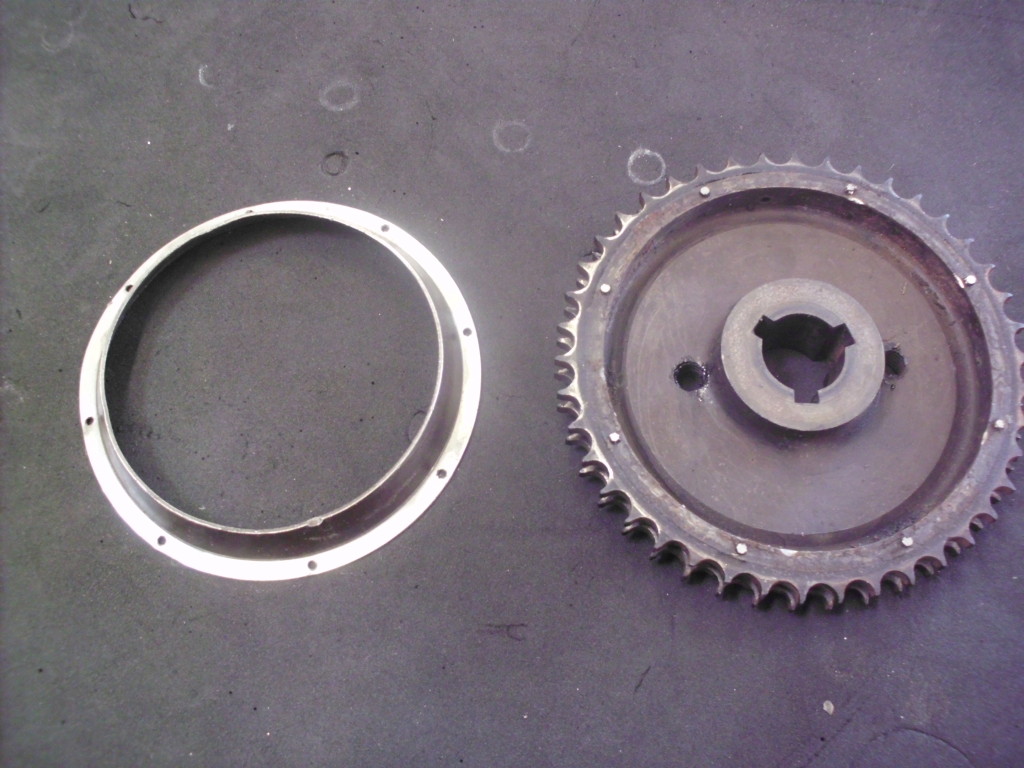
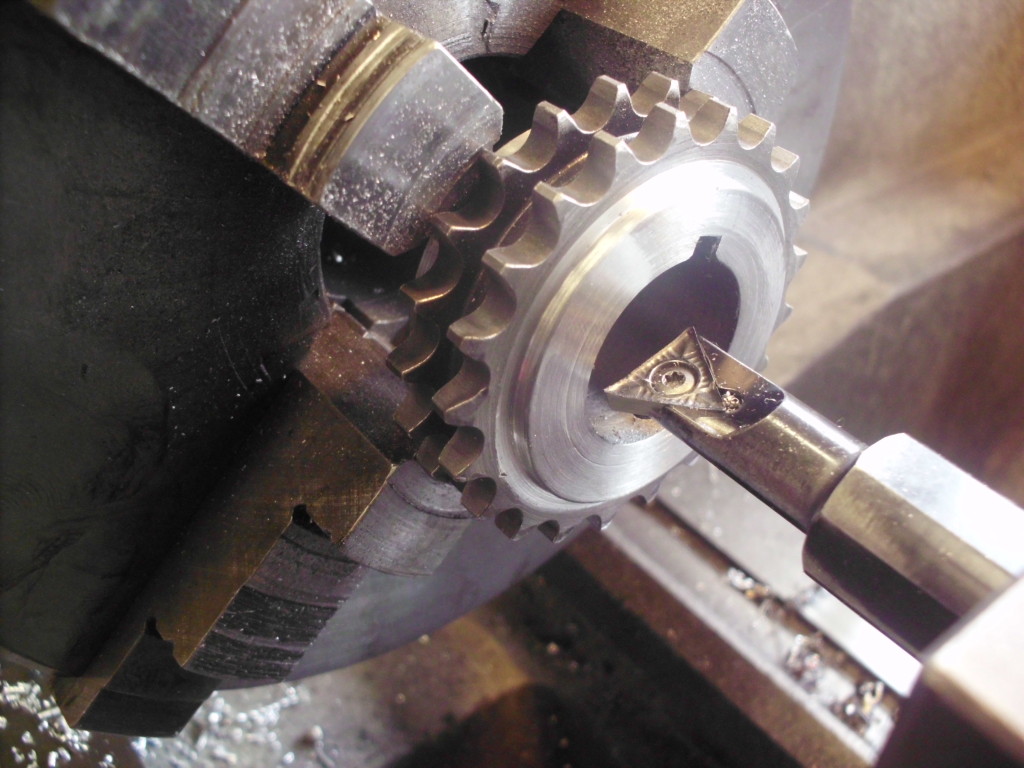
Wiederherstellung des Nockenwellenkettenrades:
Glücklicherweise arbeiten wir sehr viel an alten engl. Motoren und erkannten die Ähnlichkeit des Zahnrades mit dem eines anderen Herstellers. Durchmesser, Breite und Zahnteilung waren identisch. Es mußte also nur noch die Aufnahme des Zahnrades auf die Nockenwelle und das Ölfangblech umgebaut werden. Das alte Innenleben des Zahnrades wurde ausgedreht und eine neue Wellenaufnahme angefertigt und im Zahnrad befestigt.
Nockenwellenkettenrad im Urzustand
Zahnausfall!!
Rohteil zur Wiederherstellung des Kettenrades
Ölfangblech entfernt
Anprobe des Kettenrades mit angefertigter Aufnahme
Nockenwellenkettenrad mit Ölfangblech
Kettenrad auf der Kurbelwelle
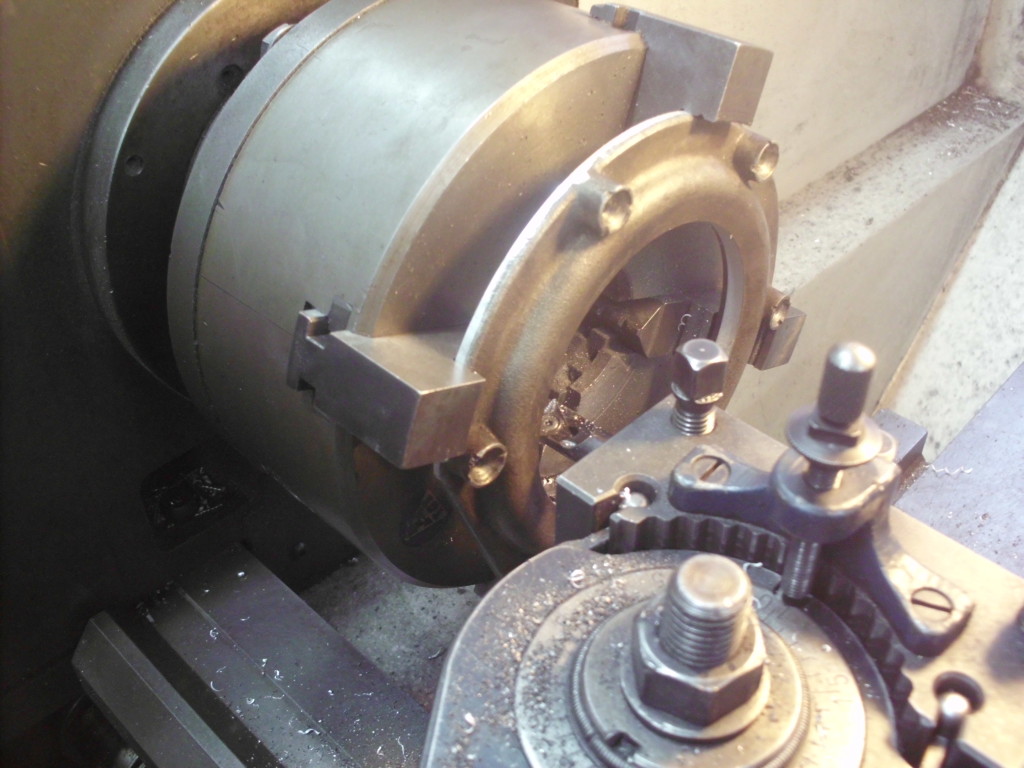
der Zustand des Kettenrades war ähnlich wie der des Rades auf der Nockenwelle. Wieder wurden wir im Fundus ähnlicher engl. Motoren fündig. Die beiden Kettenräder auf unserem Fund hatten die gleiche Zahnteilung, Durchmesser und Abstand der Zahnräder zueinander. An der Aufnahmen mußte jedoch Einiges geändert werden. Die Paßfedernut, der Innendurchmesser, die Breite….alles mußte angepaßt werden.
ursprüngliches Kettenrad auf der Kurbelwelle
Bearbeitung des Ketterades
fertig zum Einsatz
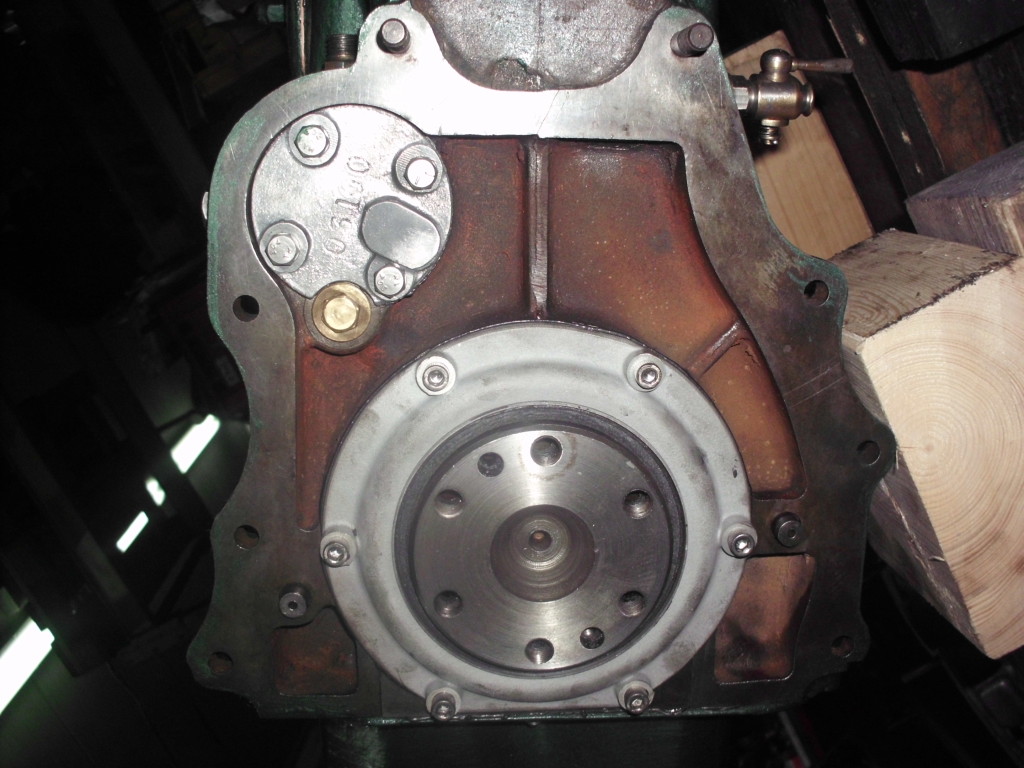
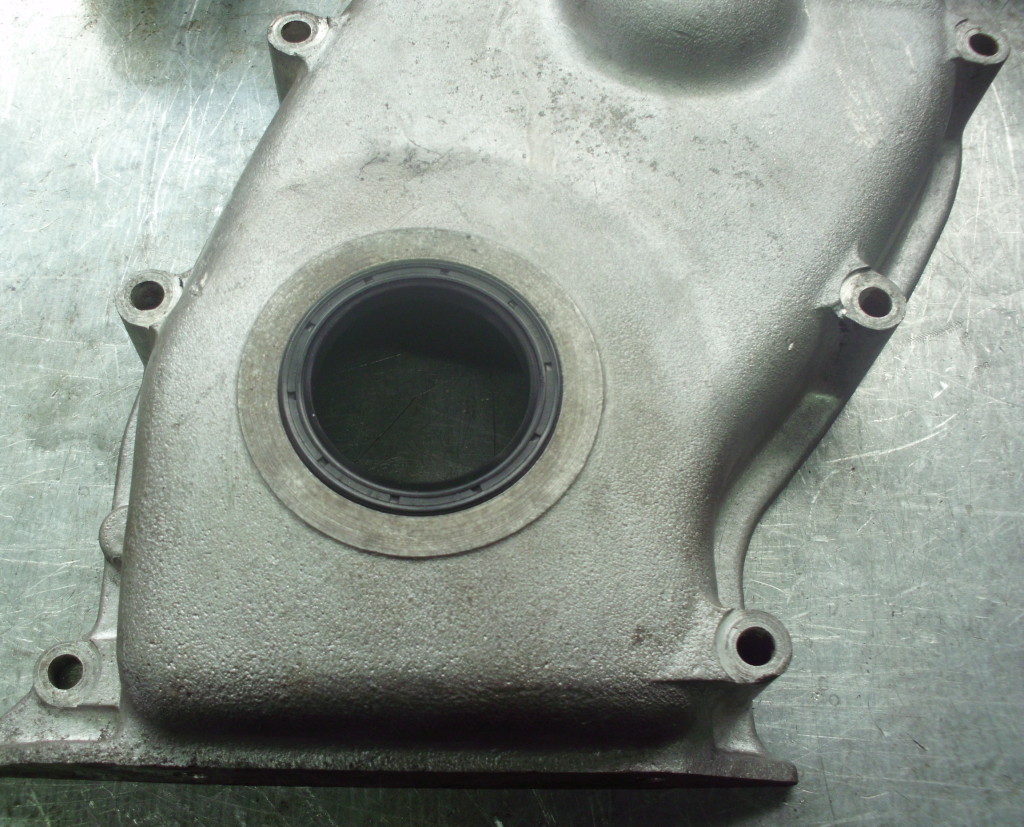
hintere Kurbelwellenabdichtung:
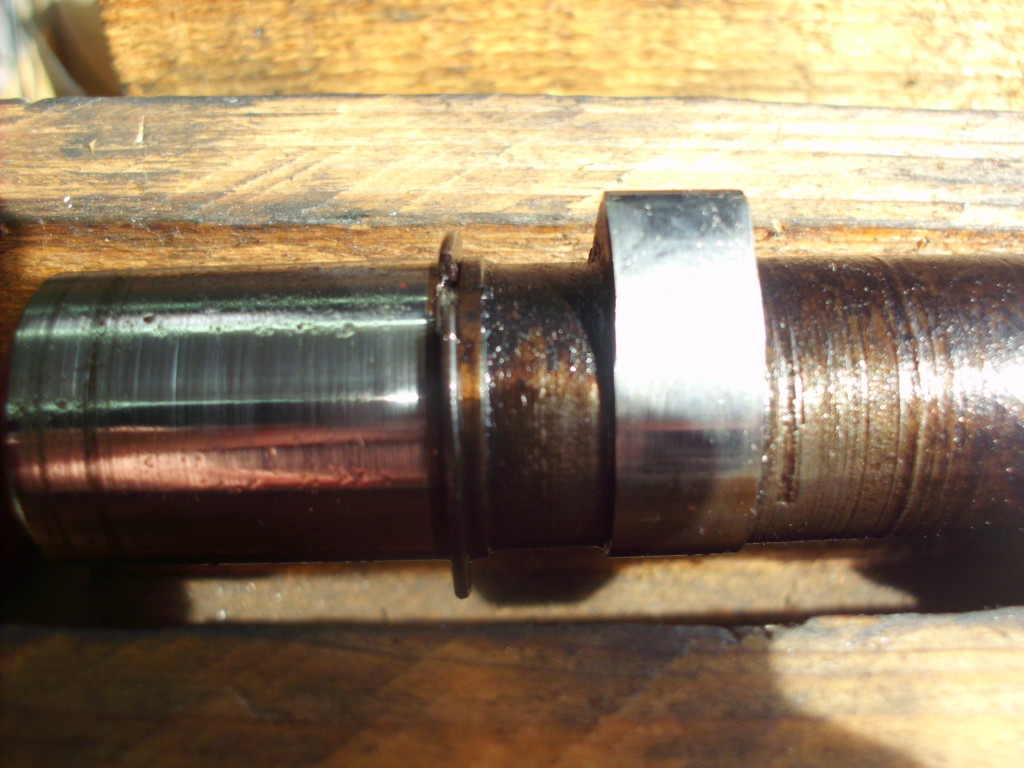
Auf dem Zapfen der Schwungradaufnahme war ein Blechring aufgepreßt, der im hinteren Aluminiumgehhäusedeckel gegen Ölaustritt abdichten sollte. Mit dem verbogenen u. verostetene Blechring in einem ausgeschlagenen Aluminiumdeckel wäre diese Abdichtfunktion nicht mehr zu erwarten. Nach etwas Suche im Repertoire der heutigen Wellendichtringhersteller sind wir auf einen Ring gestoßen der uns nach etwas Umbau eine gute Abdichtfunktion sicherstellen sollte.
der Blechring wurde entfernt
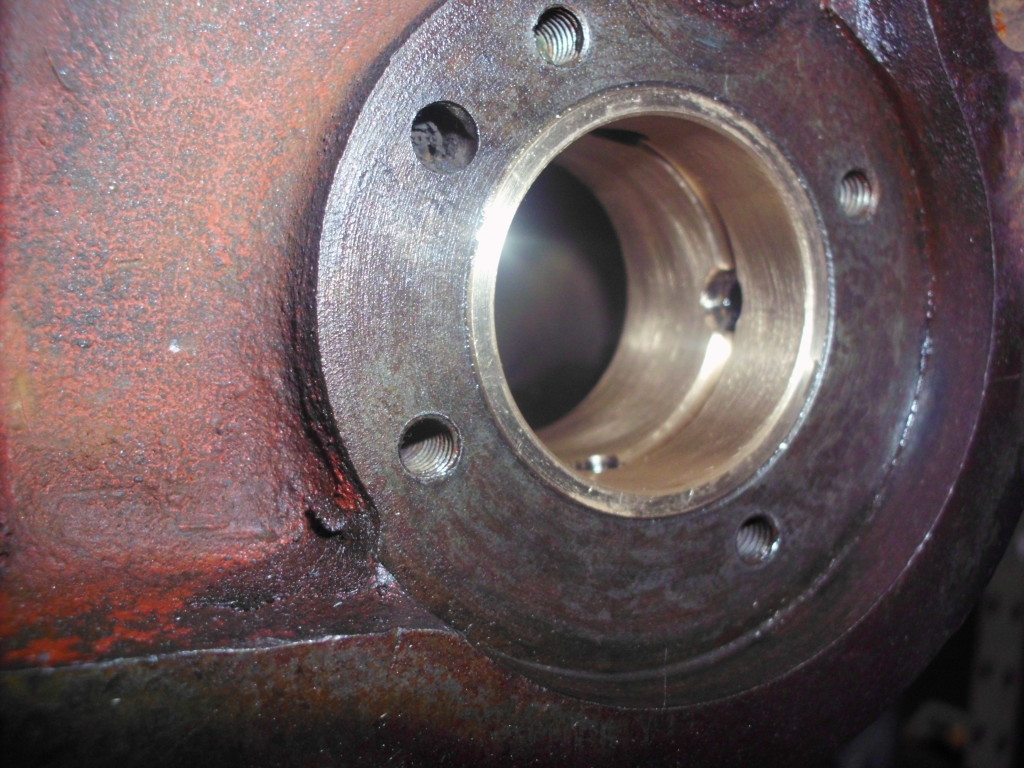
da das Schwungrad nicht über den äusseren Zapfendurchmesser zentriert wird, konnten wir den Zapfen ohne Bedenken auf das notwendige Wellenmaß für den neuen Dichtring schleifen
der Gehäusedeckel mußte jetzt nur noch auf den Aussendurchmesser des Wellendichtrings ausgedreht werden und der Ring eingepreßt werden.
Blechring auf dem hinteren Kurbelwellenzapfen ( Schwungradaufnahme )
Bestandteile der ursprünglichen Abdichtung
der hintere Zapfen wird auf Maß geschliffen
der Gehäusedeckel wird ausgedreht
der Dichtring sitz fest im alten Abschlußdeckel
die Abdichtung am Motor montiert
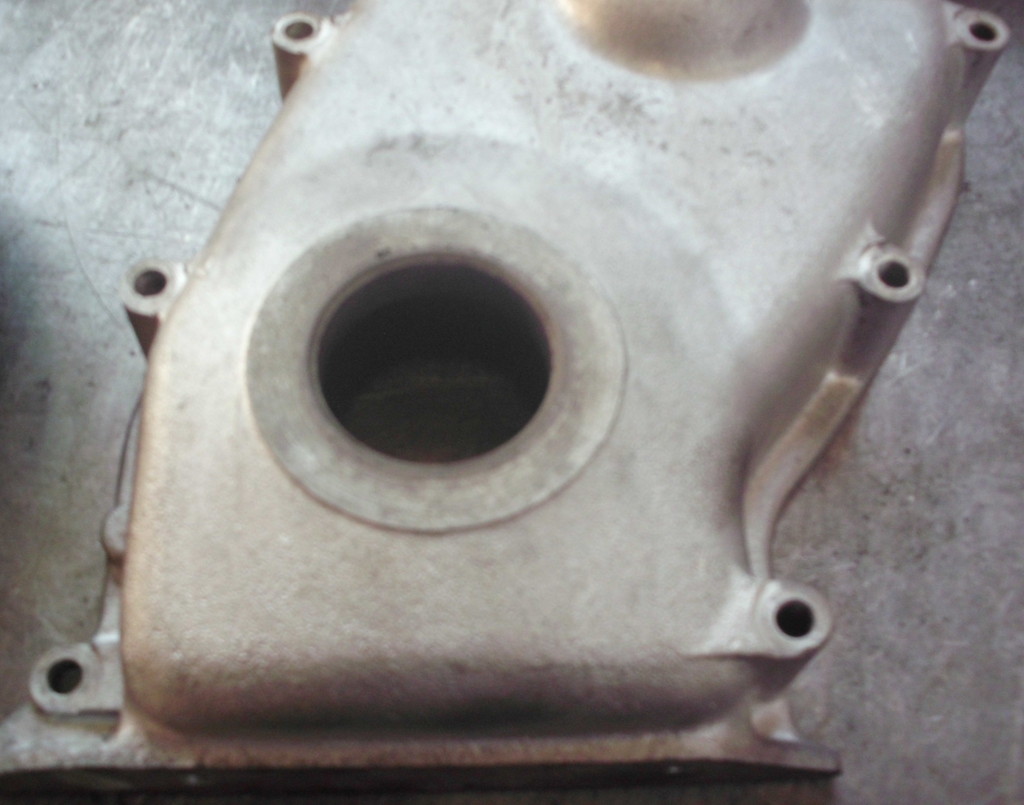
vordere Kurbelwellenabdichtung
in ähnlicher Weise wie am hinteren Kurbelwellenende wurde auch die Vorderseite umgebaut. Wir verwendeten einen Wellendichtring, bei dem wir möglichst wenig aus dem Deckel ausfräsen mußten und am vorderen Zapfen des Schwingungsdämpfers abdrehen mußten. Alles war perfekt aufeinander abgestimmt und wir hatten eine standfeste, einfach zu handhabende Wellenabdichtung.
Stirndeckel vor der Bearbeitung
Auf Maß gedrehter Zapfen der Riemscheibe/Schwingungsdämpfer
Stirndeckel mit eingepresstem Wellendichtring
die Nockenwelle und ihr Umfeld:
der Zahn der Zeit hat die Nockenwelle samt des ganzen Umfeldes stark gebeutelt. Die Nocken sind verschlissen, die Lagerstellen zeigen deutliche Verschleißspuren, die Lager im Gehäuse sind bis zur Unkenntlichkeit beschädigt, die Stößel sind eingelaufen….. Alles mußte von Grund auf neu aufgebaut werden.
die Lagerstellen der Nockenwelle wurden geschliffen
die Nockenwellenlager wurden aus dem Gehäuse entfenrt
nach Muster der alten Lager und entsprechend der Maße der geschliffenen Lagerstellen wurden neue Lager angefertigt und in das Gehäuse eingepreßt.
um eine 100{20de0094b84ab31f15d8e893bd427a4a876ff73c91e9d8d921ea99031f098016} Fluchtung der Lagerstellen zu gewährleisten, wurden die Lagerstellen auf dem Horizontalbohrwerk auf Fertigmaß gebohrt
alle Nocken der Welle wurden geschliffen
die Stößel wurden geplant und samt Nockenwelle zum Verschleißschutz nitriert
stark beschädigte Nocken
Nockenwellenlagerstelle
alte Nockenwellenlagerbüchse im Motorblock
Anfertigung Nockenwellenlager
alte u. neue Nockenwellenlager
eingepreßtes Nockenwellenlager
eingeschlagener Stößel
geschliffene Nockenwelle
Nockenwelle mit geschliffenen Lagerstellen und Nocken vor dem Härten
Anbauteile
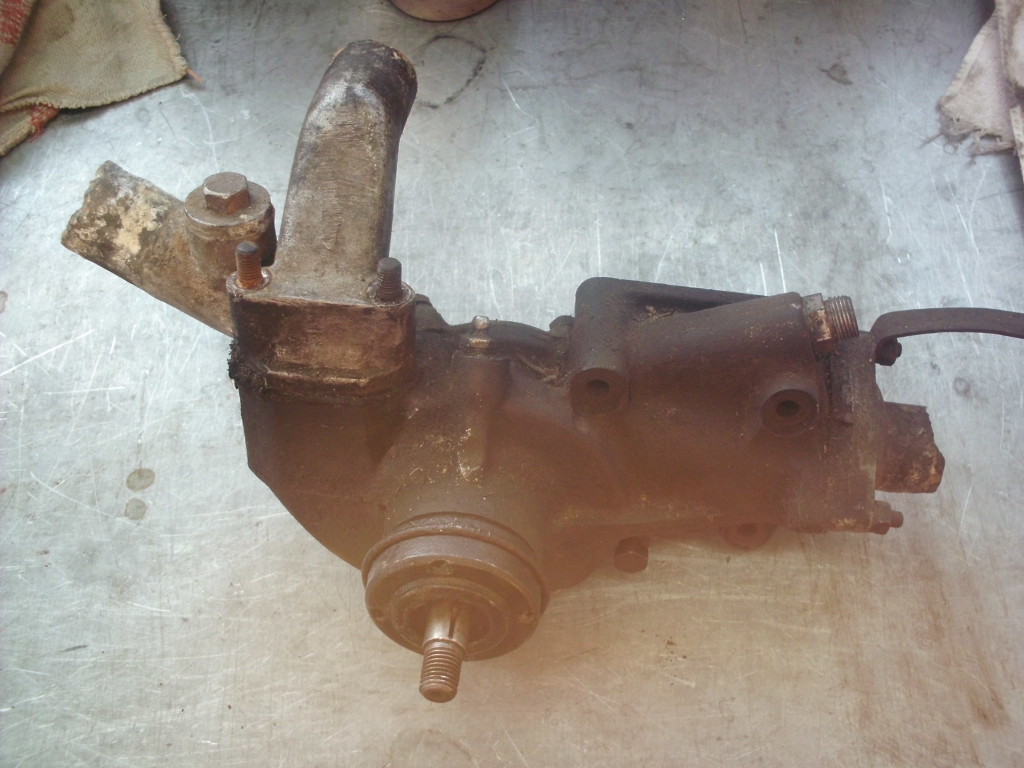
Wasserpumpe:
Dieses wichtige Bauteil bereitete uns besondere Kopfschmerzen. Alle Aluminiumteile des Wasserkreislaufs waren bis zum endgültigen Zerfall zerfressen. Die Lagerung war in furchtbarem Zustand. Die Kugellager waren mit dünnem Kupferblech umwickelt um das überhöhte Lagerspiel zu überbrücken. Der Gußkörper war auch durch Korrosion stark angegriffen.
die Aluminiumteile mußten überwiegend reproduziert werden. Nur wenige Teile konnten durch Aufschweißen gerettet werden
mit Hilfe von angefertigten Büchsen und Umrüstung auf andere Lager konnten wir die Lagerung retten.
Dichtflächen am Gußgehäuse mußten plangefräst werden
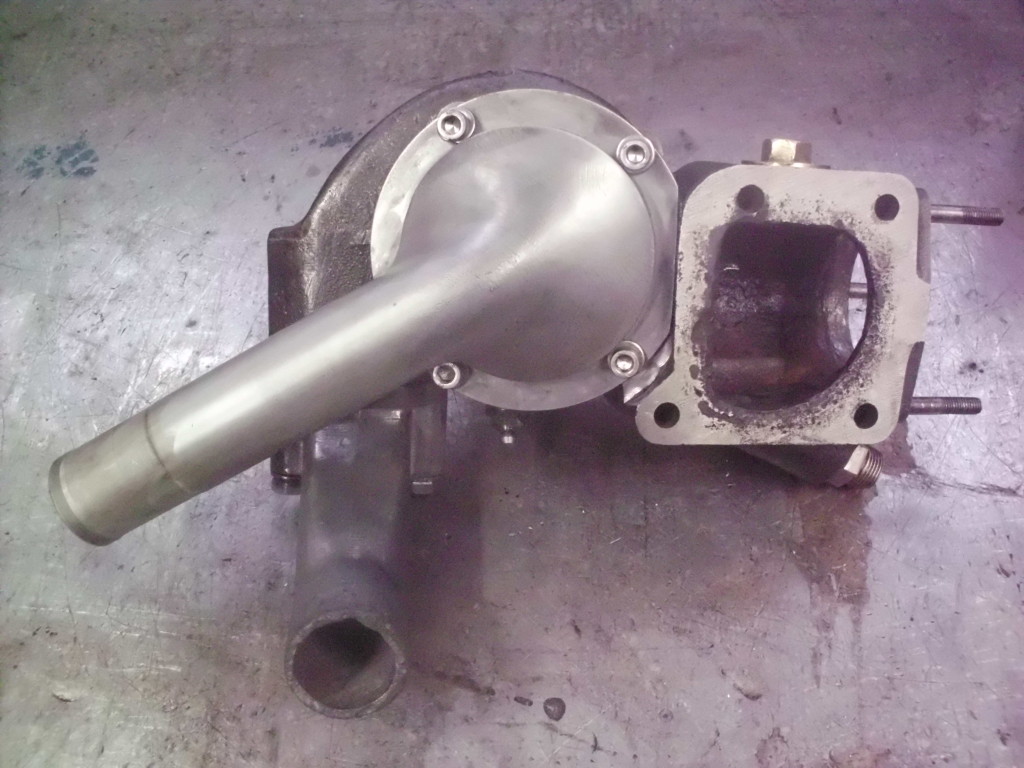
Wasserpumpe im Anlieferungszustand
Wasserpumpe im Anlieferungszustand
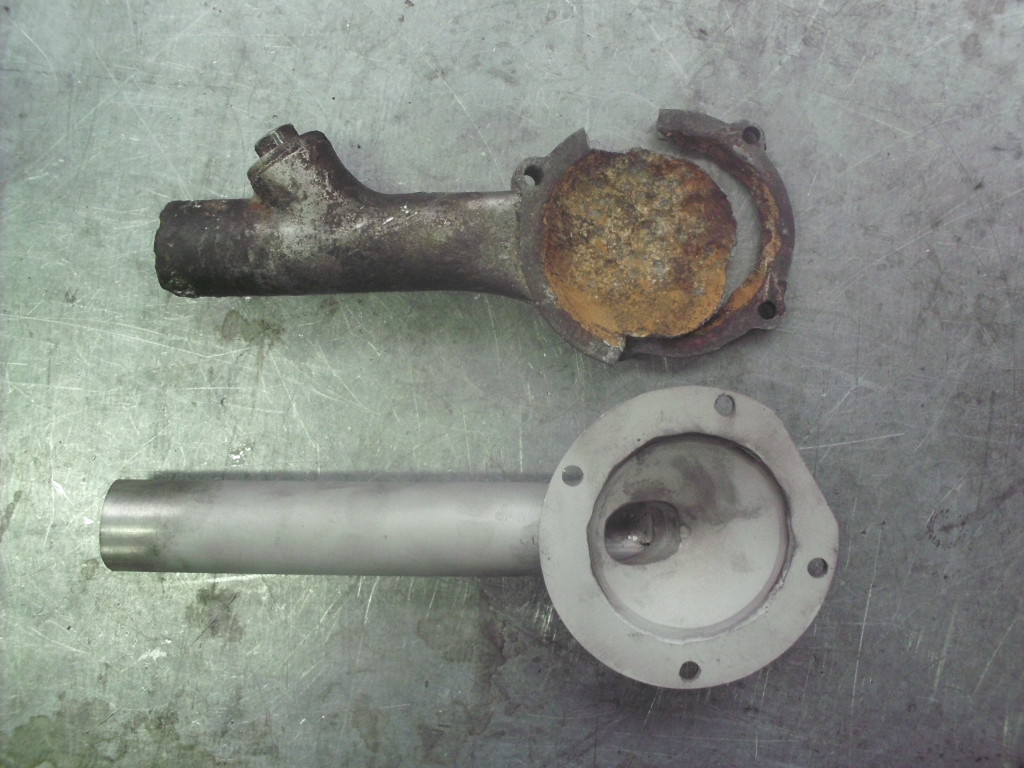
„aufgelöster“ Wasserstutzen u. seine Rekonstruktion
„aufgelöster“ Wasserstutzen u. seine Rekonstruktion
Wasserstutzen oben zerfressen
Wasserstutzen vorne
Kugellager mit Kupferblech umwickelt
das alte Lager u. das Alternativlager mit Aussenring
eingesetztes Lager im Pumpengehäuse
planfräsen der Gehäusedichtflächen
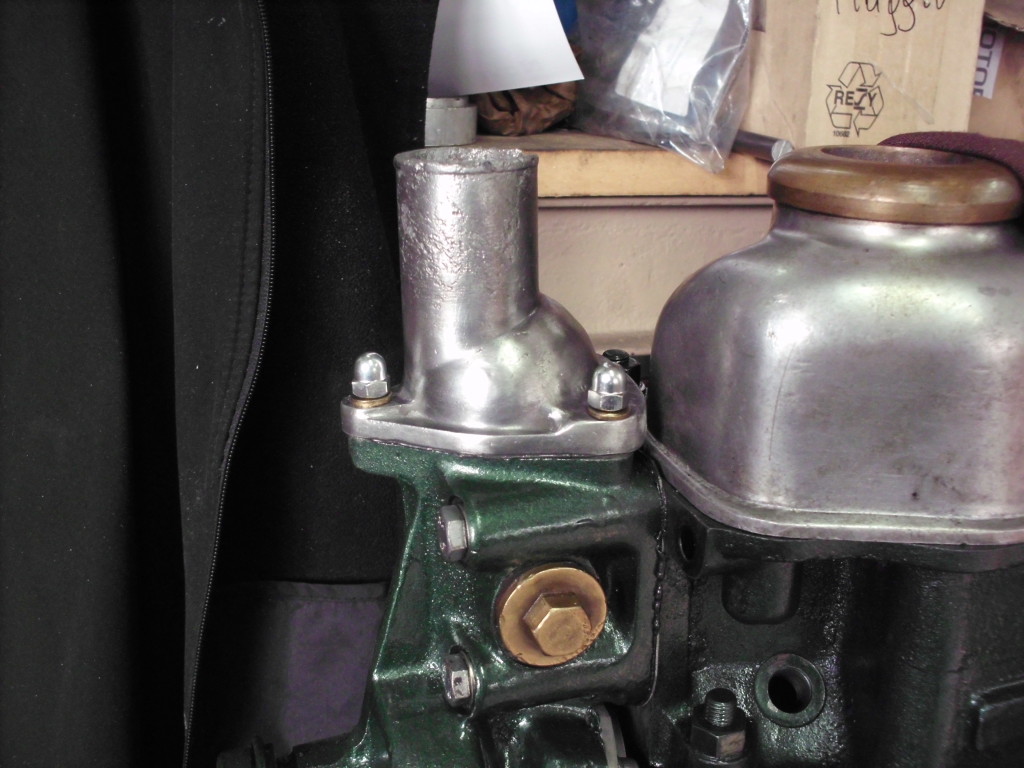
fertige Pumpe von vorne
fertige Pumpe
Montage
Nach langwieriger Reparatur bzw. Neuanfertigung der Bauteile geht es jetzt an die Montage:
Kolben und Pleuel liegen bereit zur Montage
eingebaute Kurbelwelle mit Pleueln u. Kolben
jetzt ist der beste Zeitpunkt um die Steuerzeit präzise einzustellen
Zylinderkopf, Wasserpumpe, Steuerdeckel u. Ölwanne ist montiert