Nach dem Zerlegen, Reinigen und Begutachten aller Bauteile waren wir uns im Klaren, wie die Basis zur Überholung aussieht. Im Gespräch mit unserem Kunden und der Erläuterung seiner Einsatzwünsche für das Fahrzeug, konnten wir eine Ausrichtung der Überholung festlegen.
Mit der Instandsetzung aller beschädigten oder verschlissenen Komponenten soll eine gemäßigte Leistungssteigerung erzielt werden.
Es sollen nur Neuteile von bester Qualität verwendet werden.
Die Standfestigkeit und ein kultivierter Motorlauf sollen gewährleistet sein.
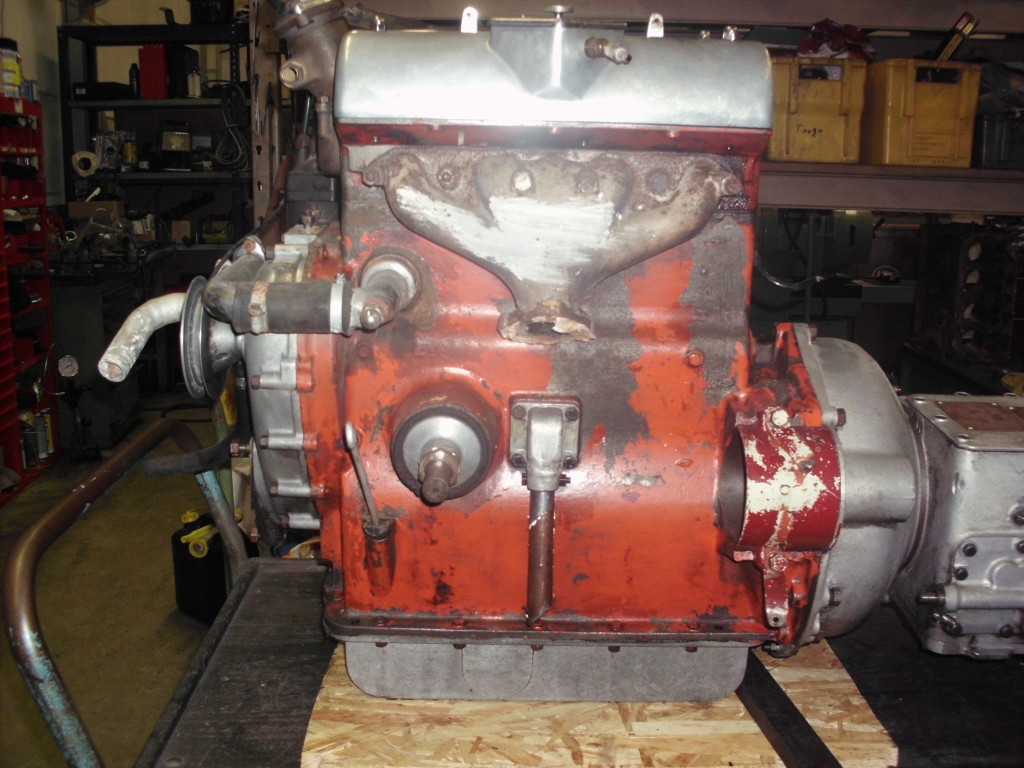
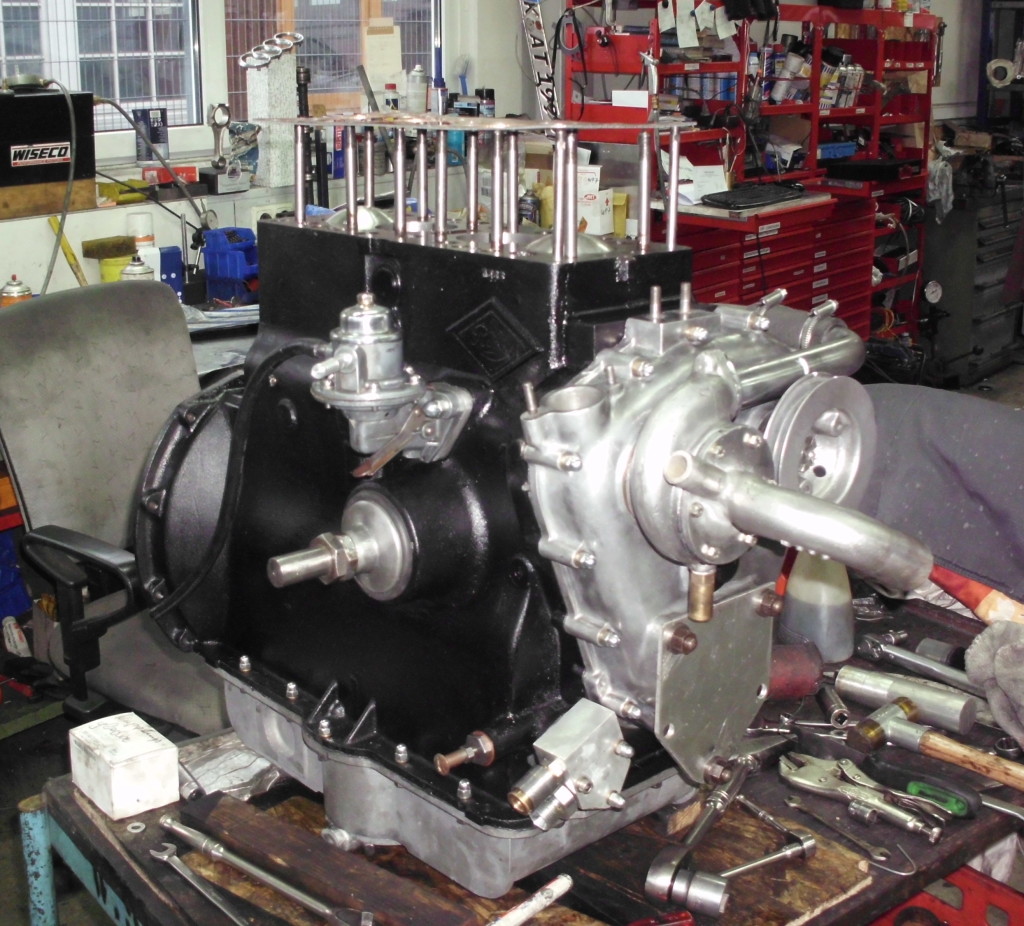
Anlieferungszustand Ansicht von vorne
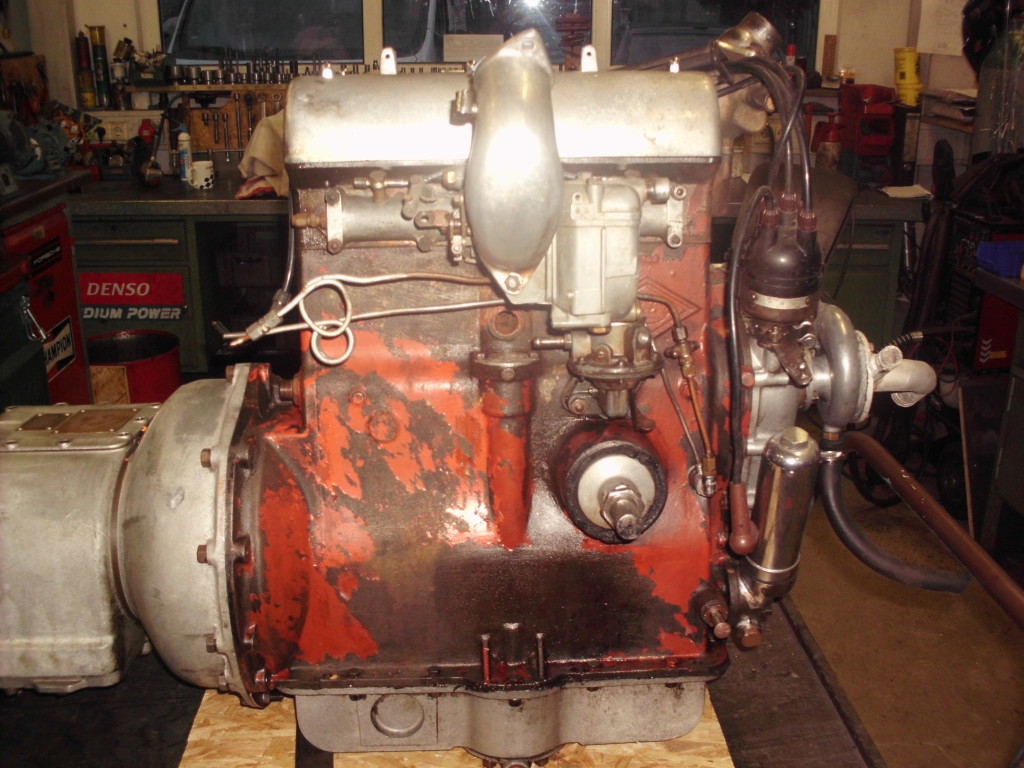
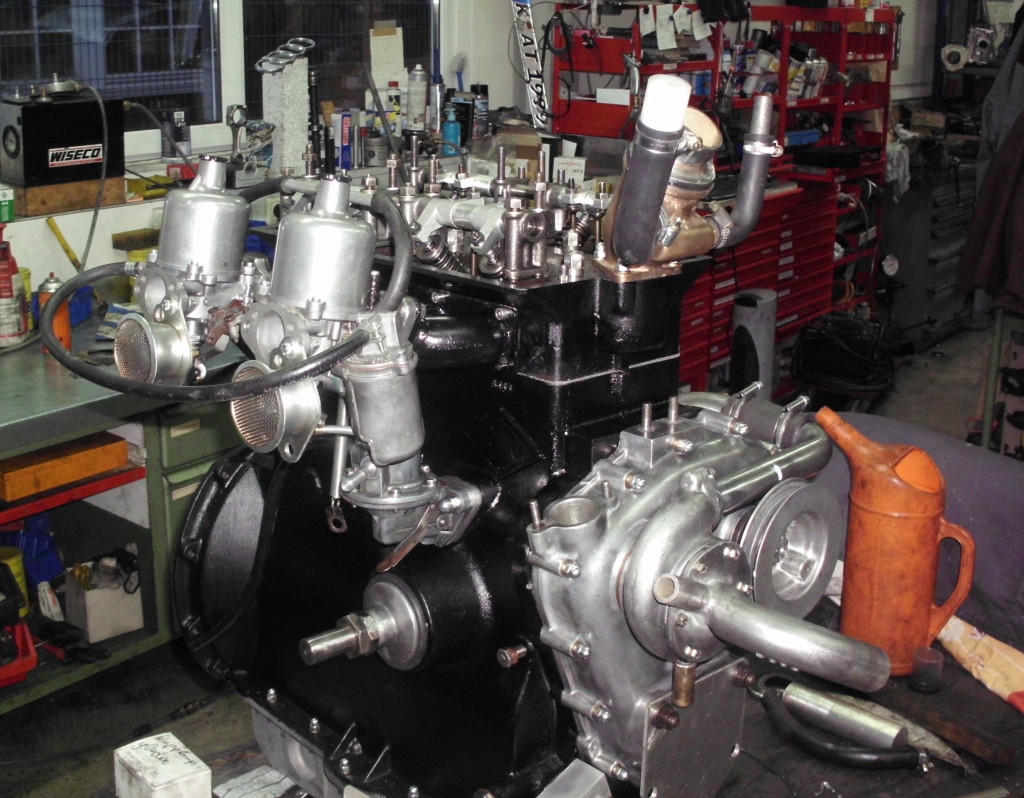
Anlieferungszustand Ansicht links
Ánlieferungszustand Ansicht rechts
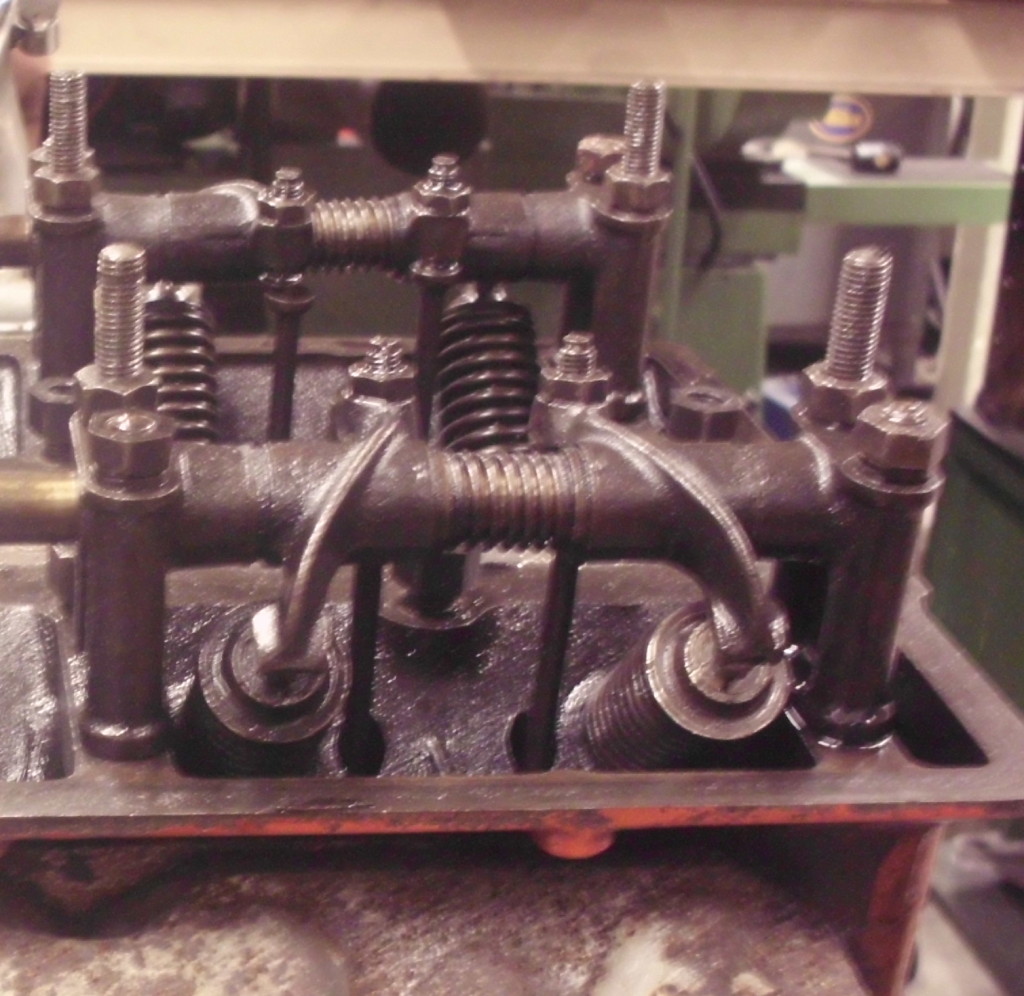
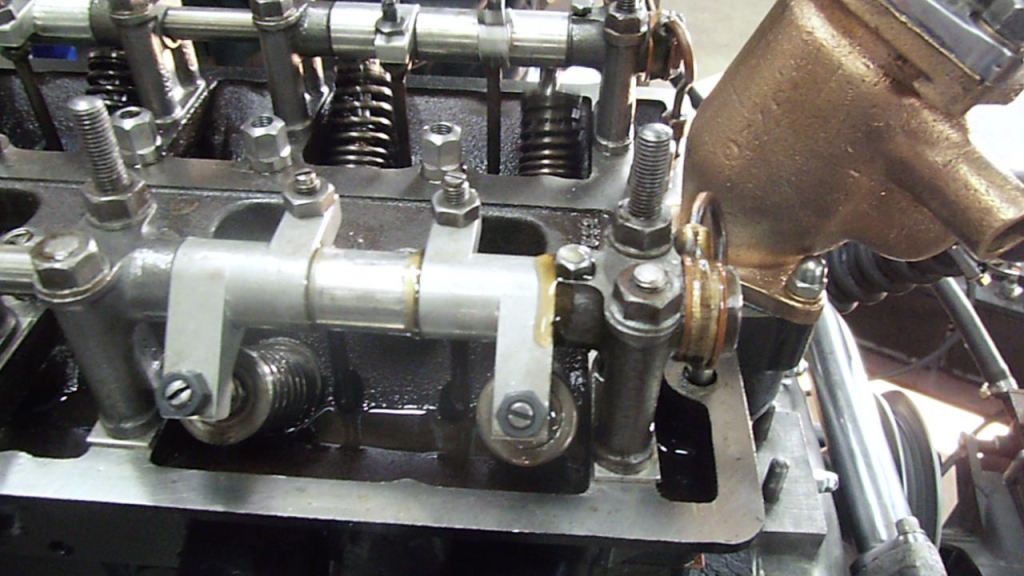
Zylinderkopf
Der Zustand des Ventiltriebes verlangte einen kompletten Wiederaufbau. Ventilenden und Kipphebellaufflächen waren stark beschädigt, die Kipphebelwelle zeigte starken Verschleiß und die Federn waren zum Teil erlahmt.
Der Zylinderkopf wurde mit Sitzringen für den Bleifreibetrieb ausgerüstet. Die Ventile wurden gegen größere, leichtere Ventile mit schlankeren Schäften ausgetauscht. Dementsprechend wurde der Kopf mit angefertigten Bronzeventilführungen ausgerüstet, die zur Befestigung moderner Schaftabdichtungen vorgerichtet sind. Nach Prüfung der Federrate wurde eine moderne Einfachfeder ausgewählt. Im Hinblick auf die Verwendung eines zahmen Sportprofils der Nockenwelle hat die Feder noch ausreichend Federkraftreserve.
Ventile alt und neu
Ventilführungen u. Schaftabdichtungen
Federn u. Federteller
Wie an vielen Motoren dieses Alters sind die Gleitflächen an den Kipphebeln von den Ventilenden eingeschlagen. Oft, wie auch in diesem Fall, zeigen die Flächen deutliche Spuren von unfachgerechten Reparaturen. Die Radien der Gleitflächen sind unterschiedlich bearbeitet und liegen nicht parallel auf dem Ventilende auf. Da die Lagerbüchse, wie auch die seitlichen Anläufe der Hebel verschlissen sind, haben wir uns für den Austausch der Hebel entschlossen.
aussermittig eingeschlagene Gleitfläche
beschädigtes Ventilschaftende
eingelaufene Anlagefläche verursacht durch den Anpreßdruck der axial angebrachten Federn
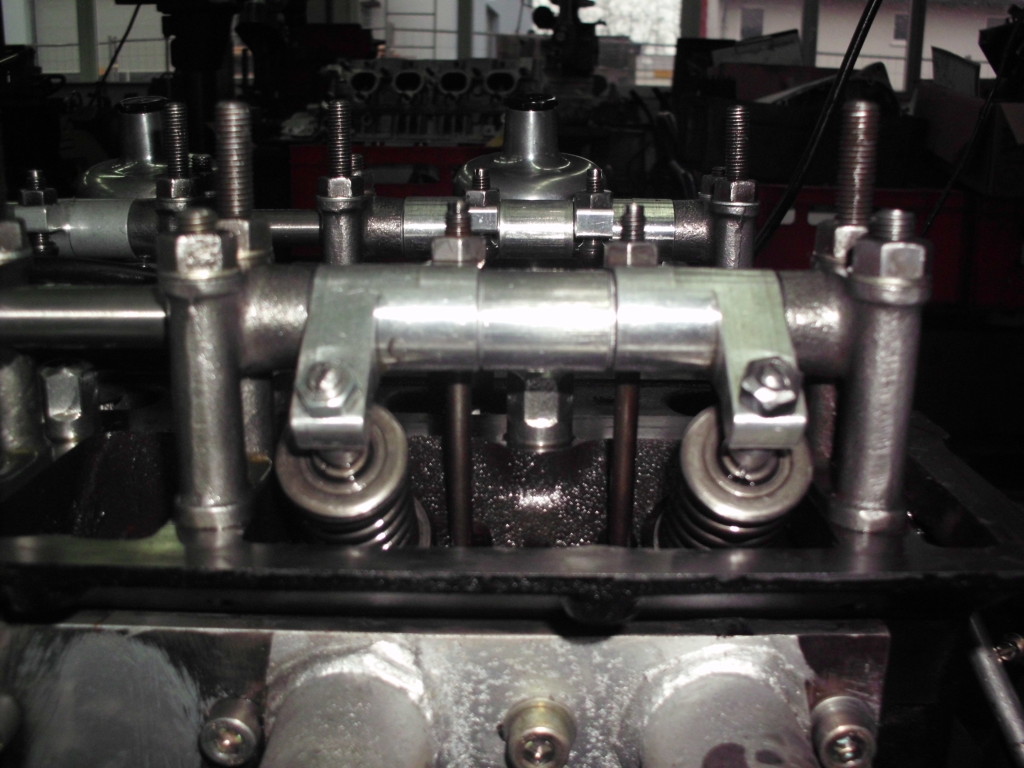
Die Kipphebel wurden aus hochfestem Aluminium gefertigt und mit einer Lagerbüchse aus Bronze ausgestattet. Die Kraftübertragung auf das Ventilende wurde mit Kugeleinstellschrauben realisiert. Die axiale Fixierung der Hebel wurde auf Aluminiumpaßbüchsen mit Stahlanlaufscheiben umgestellt. Der Reibkräfte auf die seitlichen Anlaufflächen der Kipphebel entfällt somit.
deutliche Spuren nicht fachgerechter Bearbeitung der Kipphebelgleitfläche
alter Aufbau des Ventiltriebes mit Feder zur axialen Fixierung der Kipphebel
Kurbeltrieb
Neben Standardabläufen, wie das Eisstrahlen des ganzen Motorgehäuses samt Kühlkanälen, wurden auch am Kurbeltrieb tiefgreifende Änderungen vorgenommen. Die originalen Pleuel mit ausgegossenen Lagern wurden gegen H-Schaft Pleuel des Herstellers „Arrows“ ausgetauscht. Diese Pleuel werden mit modernen Dreistofflagern ausgerüstet. Bei einem möglichen Reparaturfall können dann schnell und kostengünstig die Lagerschalen ausgewechselt werden. Pleuel von Arrows stehen für beste Qualität. Die Pleuel sind sehr stabil, maßhaltig, leicht und mit hochwerten ARP-Schrauben ausgerüstet. Die Abweichungein in der Massenverteilungen hinsichtlich rotierenden und oszillierenden Massen entspricht höchsten Ansprüchen.
Der schwere 4-Ring-Serienkolben wurde gegen einen leichteren Schmiedekolben, mit höherer Verdichtung und einer modernen 3-Rringbestückung ausgetauscht.
Arrows H-Schaftpleuel und das alte Serienpleuel
Omega Schmiedekolben und Serienkolben
Omega Kolben mit Ringen und Bolzen
Die Kurbelwelle wurde an Haupt und Pleuellagerzapfen geschliffen. Mit Hilfe modernster Meßvorrichtungen können dabei geringste Hub und Verdrehungsabweichungen der Pleuelzapfen ausgeglichen werden-die zwingend notwendige Basis, um ein schwingungstechnisch perfektes Triebwerk zu erreichen. Nach dem Schleifen wurde die Welle mit dem Schwungrad feingewuchtet.
Die Lagerschalen der Hauptlagerung wurden neu ausgegossen und in den Motorblock eingebaut. Auf dem Horizontalbohrwerk wurde die Hauptlagergasse auf das Maß der frisch geschliffenen Kurbelwelle gebohrt.
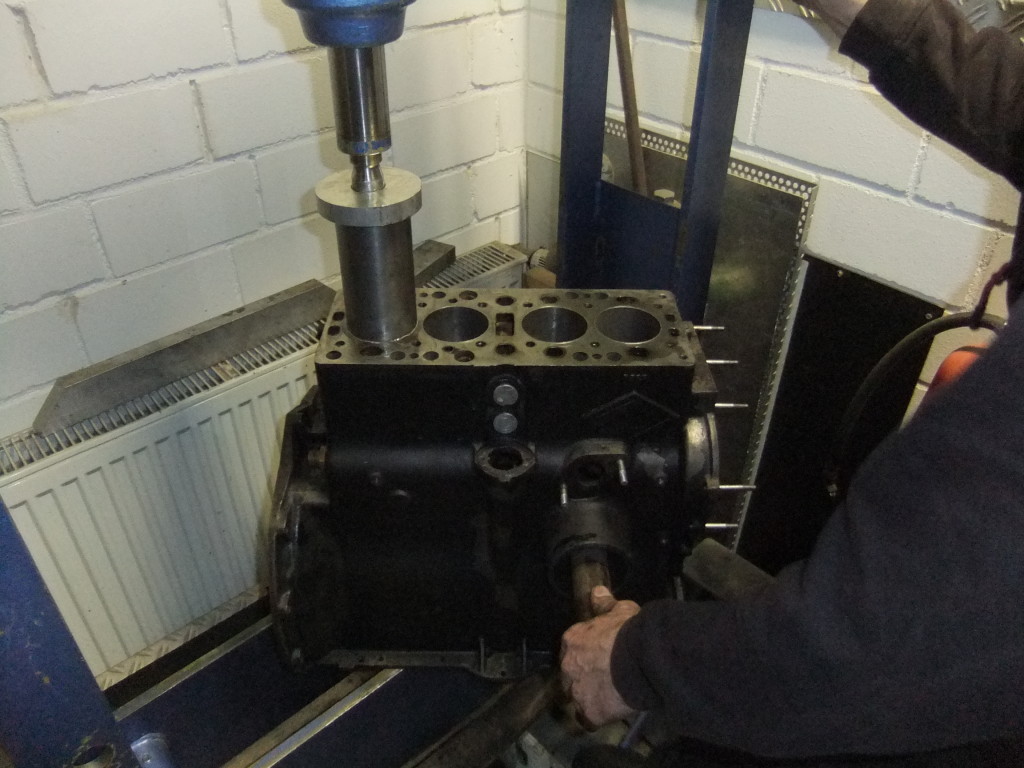
Vorhandene Zylinderlaufbüchsen wurden aus dem Motorblock ausgebohrt, neue Büchsen angefertigt und in den Block eingepresst. Die Dichtfläche zum Zylinderkopf wurde abschließend plangefräst.
einpressen der Laufbüchsen
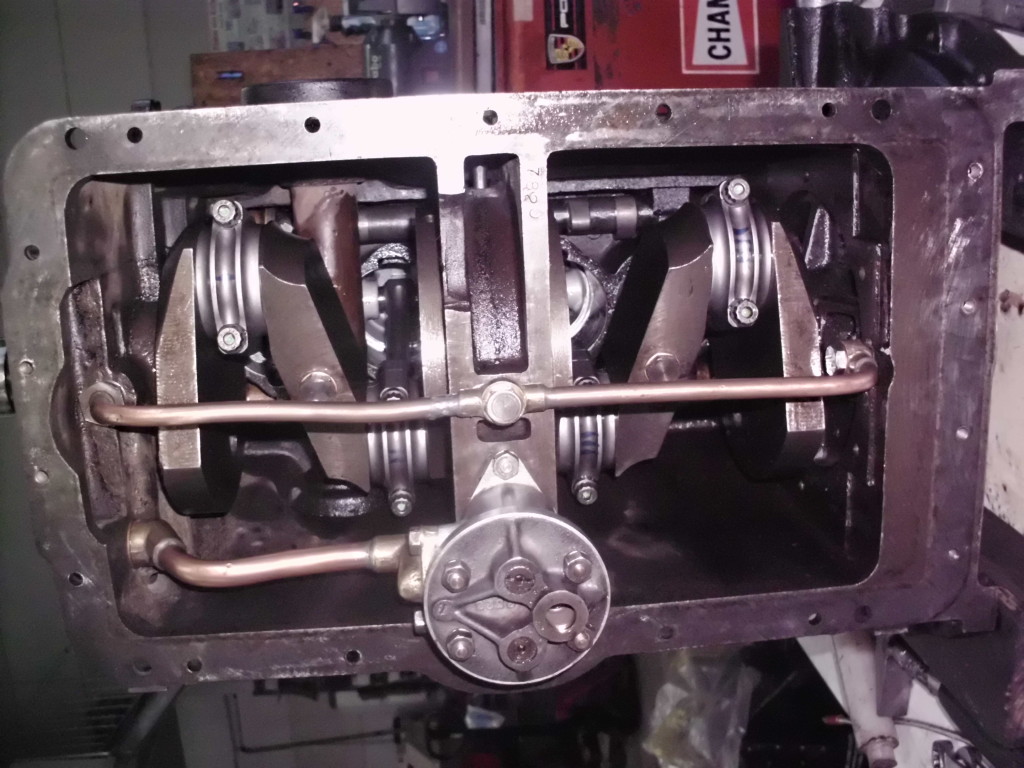
Kurbelgehäuse von innen mit eingepressten Laufbüchsen
planfräsen
Endkontrolle
Der Motor ist komplettiert und auf unserem Prüständer mit einem Kühler verbunden.
Ohne Zündung und Kraftstoff wird zuerst mit Anlasserdrehzahl der Öldruck überprüft. Nachdem sich bei Anlasserdrehzahl schon ein Öldruck von fast 2 Bar einstellte und die Kipphebelwelle auch gut mit Öl versorgt wurde, starteten wir den Motor.
Montage
Kolben u. Kurbelwelle
Stirnradsatz u. Steuerdeckel:
Die Zahnräder des Stirnradsatzes zeigten sich alle in bester Verfassung. Lediglich der Wellenzapfen des Zwischenrades musste ausgetauscht werden.
neuer Wellenzapfen für das Verbindungszahnrad
kompletter Stirnradsatz
Ölversorgung:
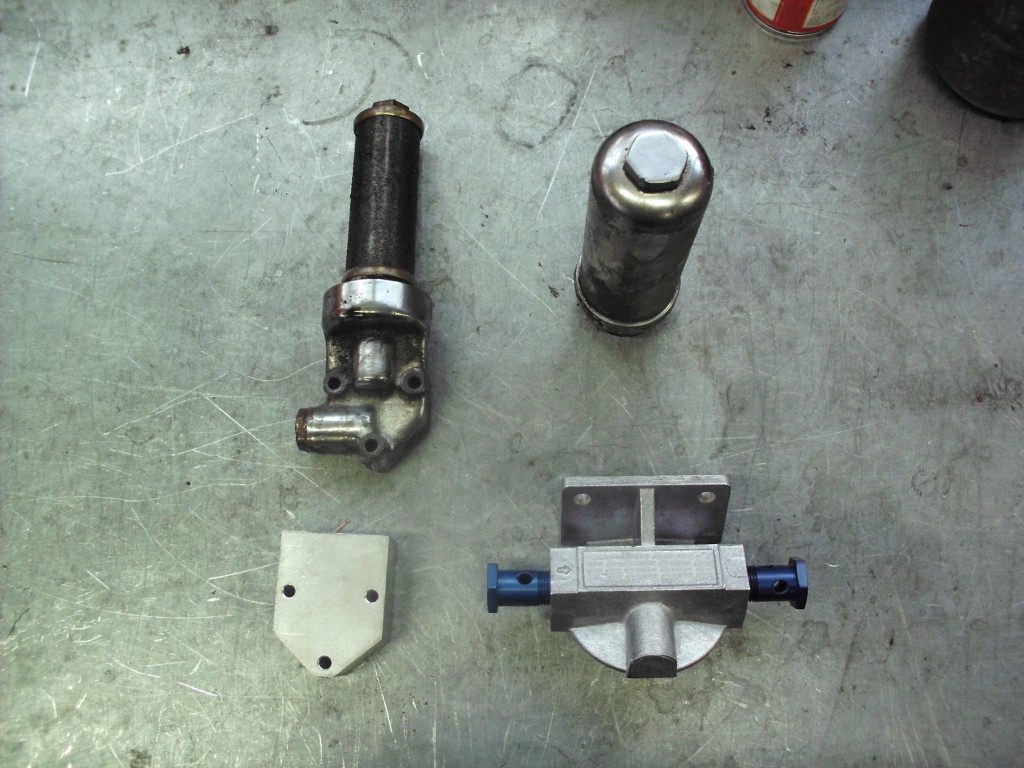
die alte Ölfiltereinheit wurde nicht mehr eingesetzt. Durch Anbringen der Adaptereinheit am Motorblock, kann über Druckschläuche die externe Ölfiltereinheit angeschlossen werden. An der externen Ölfiltereinheit können aktuelle Ölfilter verwendet werden.
alte Ölfilterkonsole
Ölfilteradapter
alte u. neue Ölfilterienheit
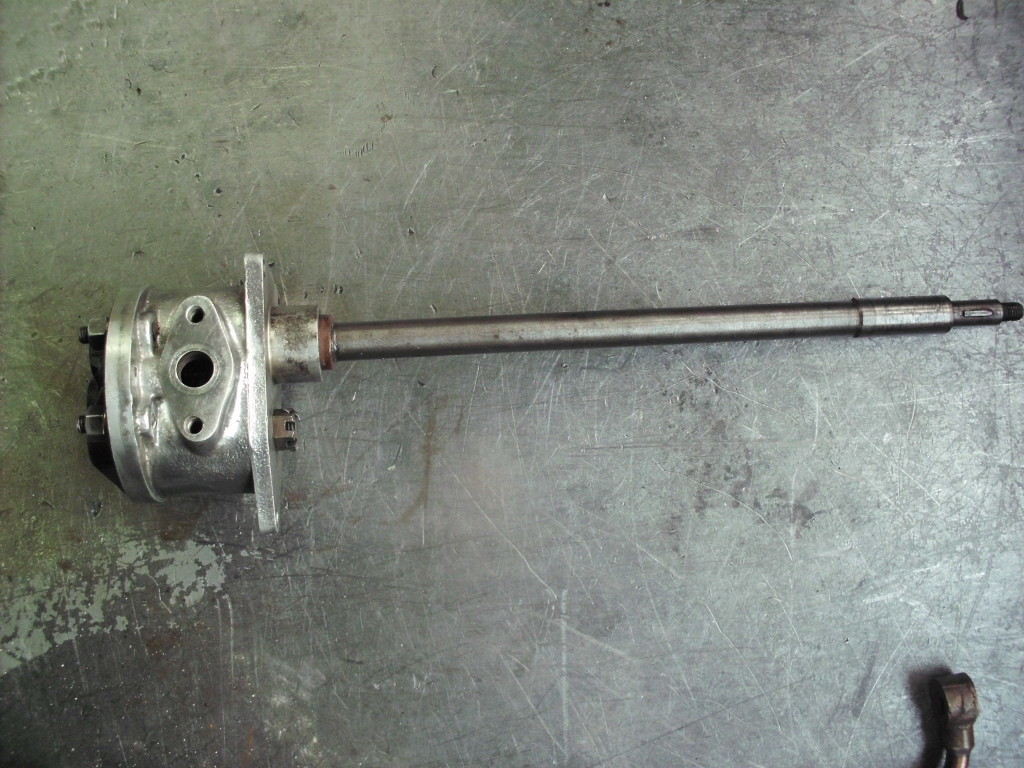
überholte Ölpumpe
Ölpumpe mit Versorgunsleitungen
Montage:
alle benötigten Teile liegen bereit und es geht daran das Werk zu vollenden. Neue Zylinderkopfstehbolzen sind eingeschraubt, eine neue Wasserpumpe ist montiert, die Vergaser sind überholt, die Motorlagerung ist mit neuen Gummielementen montiert……
fertig zur Komplettierung
Anbauteile sind montiert
Zylinderkopf mit Vergasern sind aufgebaut
Endkontrolle
vor der Auslieferung eines Motors erfolgt immer noch ein Funktionstest. Zuerst wird der Öldruck ohne Zündung bei Anlasserdrehzahl überprüft.
Druckkontrolle am Ölversorgungskanal
Öl erreicht die Kipphebel
Funktionstest mit Zündung und Kraftstoffzufuhr
ein kurzes Video zur Öldruckkontrolle mit Anlasserdrehzahl
Erst jetzt, wenn überall Öldruck anliegt, wird der Motor mit Zündung und Kraftstoffversorgung gestartet.
Nachdem der Motor Betriebstemperatur erreicht hat, läuft der Motor unter Beabachtung weiter und die Dichtigkeit aller Bauteile kann überprüft werden. Später kann das Einfahröl samt Filter entfernt werden und der Kunde erhält einen belastbaren Motor. Natürlich sollten die nächsten 500km noch etwas behutsam angegangen werden, damit die Kolbenringe auch noch unter Last einlaufen können.